

金华容器板数控零割-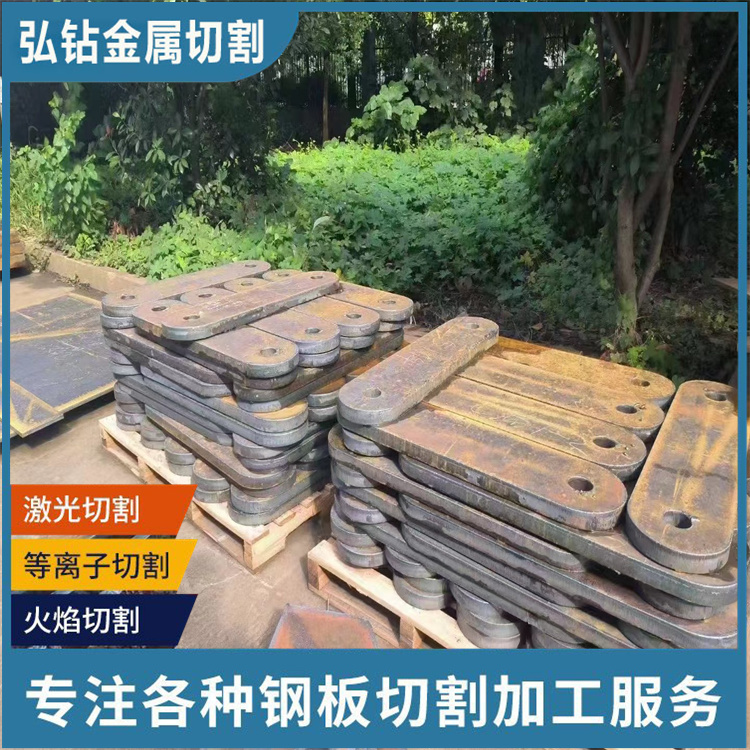
4.3切割后零件的外观质量应作为常规项目进行检查,如切割后零件的外形尺寸、断面光洁度、槽沟、断口垂直度、坡口角度、钝边高度、局部缺口、钢板切割毛刺和残留氧化物;气割后零件的允许偏差如下表所示:4.4无论是利用。
钢板切割-钢板零割 ④合金结构钢系:50Mn2V、15CrMo、20Mn2、40Mn2、20MNSi、20CrMo、3035CrMo、42CRMo、20CrMo、20Cr、40Cr。 ⑤锅炉用钢板:20g、SA285GrC、SB410、16Mng、410B、KP42。 ⑥压力容器20R,16MnR,16MnDR,15CrMoR,SPV355,15MnVR,(S)A515Gr60,(S)A516Gr70,(S)A516Gr60,(S)A516Gr70,09-MnNiDR,SA662GrC,14Cr1MoR,13CrMo44,12Cr2Mo1R,A387Gr11c12,10CrMo910,18MnMoNbR,15CrMo(R、 
金华容器板数控零割-超厚钢板切割 汽车制造用来图定制 钢板切割加,站主要关键词之一,所以是这篇的讲解对象,其讲解内容是与其相关的一些知识,这样可以让大家有学习对象和学习内容,进而通过学习让自己有正确认识,避免有错误认识。1.钢板切割加与钢板加是否一样。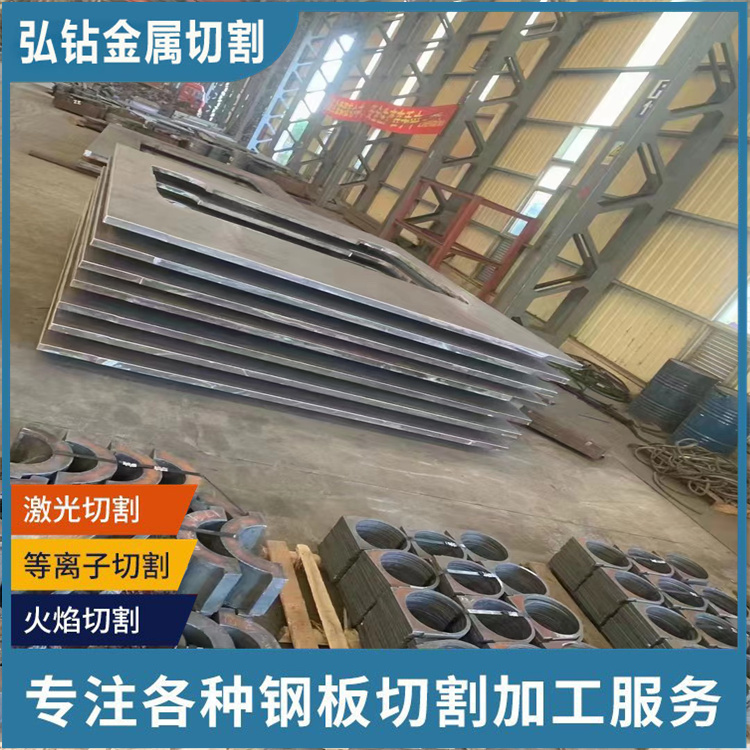
步骤4:当切割点的温度达到规定的燃烧温度时,打开切割氧气阀,然后厚钢板就可以被切割。步骤5:确认厚钢板的下表面已经被切割后,移动切割喷嘴继续切割.此时注意适当的切割速度,不要太快或太慢。步骤6:钢板切割完成后,先关闭切割氧气阀,然后关闭预热氧气阀,注意不能颠倒钢板加工顺序。
那如何来很好的处理这个问题。这就需要我们正确选取割嘴类型、切割气体压力和切割速度,根据不同的钢板厚度。割嘴 数越大,则钢板厚度越厚,割嘴距离应以火焰焰心与钢板在同一片面为佳。切割速度可以通过声音以及观察熔渣流动来进行判断是否合适,速度过快或过慢都是不利于切口质量的,速度过慢还可能造成二次切割。
南阳Q345B钢板切割-容器板零割圆饼大量库存
2000元
产品名:钢板切割,钢板零割,钢板加工,钢板下料
马鞍山Q235B钢板切割-钢板数控加工耐腐蚀耐磨持久
2000元
产品名:钢板切割,钢板零割,钢板加工,钢板下料

平顶山特厚钢板切割-A3钢板加工激光加工
2000元
产品名:钢板切割,钢板零割,钢板加工,钢板下料

合肥钢板零割-容器板数控零割建筑工程用售后方便
2000元
产品名:钢板切割,钢板零割,钢板加工,钢板下料
临沂超厚钢板切割-容器板数控切割轻纺行业用按需定制
2000元
产品名:钢板切割,钢板零割,钢板加工,钢板下料
淮安容器板加工-容器板数控加工船舶行业用包工包料
2000元
产品名:钢板切割,钢板零割,钢板加工,钢板下料
台州Q345B钢板加工-容器板按图零割激光加工
2000元
产品名:钢板切割,钢板零割,钢板加工,钢板下料

威海45#钢板加工-中厚板数控切割建筑桥梁工程就近发货
2000元
产品名:钢板切割,钢板零割,钢板加工,钢板下料