




焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。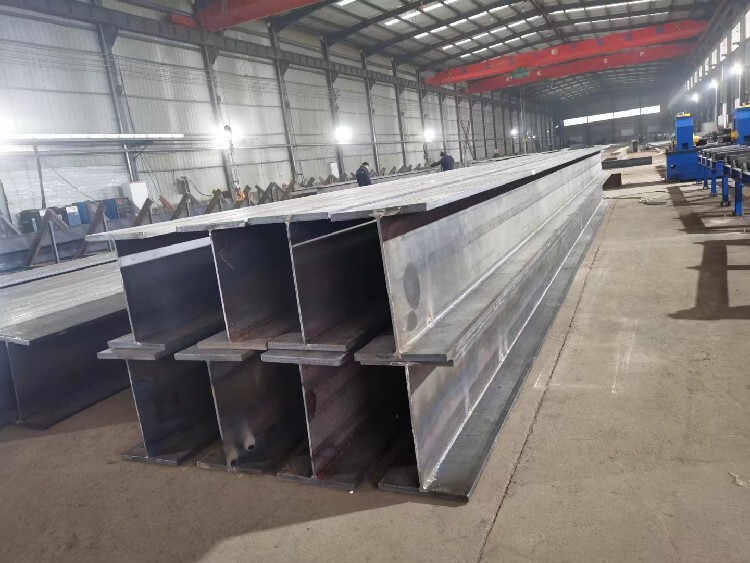
H型钢
1、结构强度高
同工字钢相比,截面模数大,在承载条件相同时,可节约金属10-15%。
2.设计风格灵活、丰富
在梁高相同的情况下,钢结构的开间可比混凝土结构的开间大50%,从而使建筑布置更加灵活。
3.结构自重轻
与混凝土结构自重相比轻,结构自重的降低,减少了结构设计内力,可使建筑结构基础处理要求低,施工简便,造价降低。
4.结构稳定性高
.以热轧H型钢为主的钢结构,其结构科学合理,塑性和柔韧性好,结构稳定性高,适用于承受振动和冲击载荷大的建筑结构,抗自然灾害能力强,特别适用于一些多地震发生带的建筑结构。据统计,在世界上发生7级以上毁灭性大地震灾害中,以H型钢为主的钢结构建筑受害程度小。
5.增加结构有效使用面积
与混凝土结构相比,钢结构柱截面面积小,从而可增加建筑有效使用面积,视建筑不同形式,能增加有效使用面积4-6%。
6.省工省料
与焊接H型钢相比,能明显地省工省料,减少原材料、能源和人工的消耗,残余应力低,外观和表面质量好。
7.便于机械加工
易于结构连接和安装,还易于拆除和再用。
8.环保
采用H型钢可以有效保护环境,具体表现在三个方面:一是和混凝土相比,可采用干式施工,产生的噪音小,粉尘少;二是由于自重减轻,基础施工取土量少,对土地破坏小,此外大量减少混凝土用量,减少开山挖石量,有利于生态环境的保护;三是建筑结构使用寿命到期后,结构拆除后,产生的固体垃圾量小,废钢回收价值高。
9.工业化制作程度高
以热轧H型钢为主的钢结构工业化制作程度高,便于机械制造,集约化生产,精度高,安装方便,质量易于,可以建成真正的房屋制作工厂、桥梁制作工厂、工业厂房制作工厂等。发展钢结构,创造和带动了数以百计的产业发展。
10.工程施工速度快
占地面积小,且适合于全天候施工,受气候条件影响小。用热轧H型钢制作的钢结构的施工速度约为混凝土结构施工速度的2-3倍,率成倍提高,降低财务费用,从而节省投资。
焊接前的准备
1、上料开卷与剪切
高频焊接H型钢采用热轧带钢卷做原材料,所以开始的步骤是上卷开料。开卷后的带钢再进入剪裁机械,根据翼板和腹板所要求的宽度尺寸进行剪裁。
2、活套存储和剪切对焊
为了能够持续且不间断地生产,生产线上需要配备活套和剪切对焊装置。活套用来存储带钢,剪切对焊装置用来剪切钢卷的端部,然后通过焊接使前后两钢卷的头尾平滑地连接起来,连续不停止地生产。
3、板料校平
开卷剪裁后的带钢有瓢曲、弧弯、波形等缺陷,因此需要进行校平。
4、腹板镦粗
轧机利用辊纶中间的U型槽,通过上下辊纶之间的挤压力对腹板进行镦粗。
高频焊接
高频焊接是利用高频电流的集肤效应和邻近效应使钢板待焊处快速加热来实现焊合的。高频焊接H型钢时,先将上下翼板和腹板形成V形会合角,焊接时,通过电触头向翼板和腹板供电,形成高频电流往复回路,在会合处形成液体过梁,随着工件不断向前运动,通过辊轮挤压作用,过梁处连续地从边部挤出液态金属和氧化物,留下的金属在固态下相互紧密接触,产生塑性变形和再结晶,从而形成牢固的焊缝。
三、焊后的处理
1、去毛刺
焊接后在四条焊缝处产生凹凸不平的焊疤是不可避免的,焊疤的存在既影响美观也会使焊缝处应力分布十分不均,所以焊后需要去毛刺。生产线上对称布置去毛刺机,这样使得四条焊缝可以光滑均匀,大大提高焊件的外观质量。
2、焊后冷却
高频焊接H型钢焊后冷却一般采用常温水冷,为了生产的焊机H型钢,可以增设水雾冷却装置,并适当增加空冷段长度。
3、焊接后变形的矫正
在生产线上对称分布两台矫正机,每台矫正机通过二组上下带锥度的辊纶对翼板两侧边进行顶压,使其在连续送进过程中产生反方向的变形,完成高频焊接H型钢翼板的连续矫正。

延庆高速17.8钢绞线销售部
4250元
产品名:17.8钢绞线
邯郸桥梁18.9钢绞线直销
4250元
产品名:18.9钢绞线

兴安盟水利21.6钢绞线厂家
4600元
产品名:21.8钢绞线
钦州基坑15.2钢绞线
4400元
产品名:15.2钢绞线

徐州基坑15.2镀锌钢绞线厂家
4200元
产品名:15.2镀锌钢绞线

西宁电力耐高温圆钢材质15CrMo
7000元
产品名:耐高温圆钢

卢湾Q355B镀锌方管电话
3400元
产品名:镀锌方管
扬州Q355B镀锌工字钢电话
3650元
产品名:镀锌工字钢