





输送机的历史悠久,中国古代的高转筒车和提水的翻车,是现代斗式提升机和刮板输送机的雏形。带式输送机是当前散状物料输送的主要方式 。方向易变,可灵活改变输送方向,大时可达到180度;
输送机,每单元由8只辊筒组成,每一个单元都可立使用,也可多个单元联接使用,安装方便;
输送机伸缩自如,一个单元长与短状态之比可达到3倍。
我们一般会根据带式输送机的使用场所,工作环境,技术性能及输送物料种类等多方面的不同,以满足多种作业工况的形式,除较多采用的通用皮带输送机外,还有多种新型结构的特种胶带输送机,其中具有代表性的主要有:大倾角带式机,深槽带式机以及压带式机,管状带式,气垫带式,平面转弯带式,线摩擦式,波状挡边输送带式运输机械等,进行细化又可存在多种分类方式,现作以下介绍:
按用途分类,有通用移动式,井下选用式,露天矿用固定式,特种结构式,可移置式输送机,装载机转载功能式,大倾角式输送机等,一般来说短距离厂内运输机可以完成水平,上运或者下运,可逆花纹式皮带机可以用于双向输送物料,悬臂机通常安装在堆料机上,并可回转,以实现排土或布料的作用,而由门架支撑的高架机通常配合其他散料处理设备共同使用,例如在水电建设中的应用,可配置标准中间框架,该机架设置在轨枕上,可便于移置;
按运输物料的类别来分类,有一般松散物料用的,坚硬物料用的以及单件物料用的皮带输送机等,按橡胶运输带承载段的位置来分类,包括皮带承载段在上面的和承载段在下面的以及同时承载段在上下面的双向输送机三种类型,使用双向输送机可以分别在上分支和下分支输送物料,但为了保持物料接触面不产生改变,需要对橡胶带进行定期翻转。
输送机种类:大倾角输送机、波形挡边输送机、挡边隔板输送机、移动输送机、移动式输送机、水平移动式输送机和大倾角胶带输送机。输送机是彩瓦机械的配套设备,应用广泛。不锈钢网带输送机
1.本机型机架可采用不锈钢制作,铝型材制作。链板可根据需要选用相应材质和宽度的链板。参照输送产品-平板链来选型。
2.选用不同形式的平板链,可实现平面输送、平面转弯、提升下降等各种功能。
3.电机可根据需要设置在机架下面或机架上面。
4.速度调节可选择变频调速或选用无级变速减速电机。
5.输送机可设置侧面挡板,两侧安装控制工位单元,实输送过程的自动化功能。
6.用户在询价时请提供详细输送物料名称、尺寸和要求机器的材质、尺寸、速度、输送量要求等。
刮板输送机流水线的介绍(优点及缺陷):
用刮板链牵引,在槽内运送散料的输送机叫刮板输送机。按刮板输送机溜槽的布置方式和结构,可分为并列式及重叠式两种,按链条数目及布置方式,可分为单链、双边链、双中心链和三链4种。
刮板输送机的相邻中部槽在水平、垂直面内可有限度折曲的叫可弯曲刮板输送机。其中机身在工作面和运输巷道交汇处呈90度弯曲设置的工作面输送机叫“拐角刮板输送机”。
在当前采煤工作面内,刮板输送机的作用不仅是运送煤和物料,而且还是采煤机的运行轨道,因此它成为现代化采煤工艺中不可缺少的主要设备。刮板输送机能保持连续运转,生产就能正常进行。否则,整个采煤工作面就会呈现停产状态,使整个生产中断。
各种类型的刮板输送机的主要结构和组成的部件基本是相同的,它由机头、中间部和机尾部等三个部分组成。
此外,还有供推移输送机用的液压千斤顶装置和紧链时用的紧链器等附属部件。机头部由机头架、电动机、液力偶合器、减速器及链轮等件组成。中部由过渡槽、中部槽、链条和刮板等件组成。机尾部是供刮板链返回的装置。重型刮板输送机的机尾与机头一样,也设有动力传动装置,从安设的位置来区分叫上机头与下机头。
引弧时需注意如下事项:
1)引弧处应无油污、水锈,以免产生气孔和夹渣。
2)焊条在与焊件接触后提升速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。
(2)运条
运条是焊接过程中重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。
焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。
焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿现象;若焊条的移动速度太快,则焊条与焊件会熔化不均匀,焊道较窄,甚至发生未焊透现象。焊条移动时应与前进方向成70—80度的夹角,以使熔化金属和熔渣推向后方,否则熔渣流向电弧的前方,会造成夹渣等缺陷。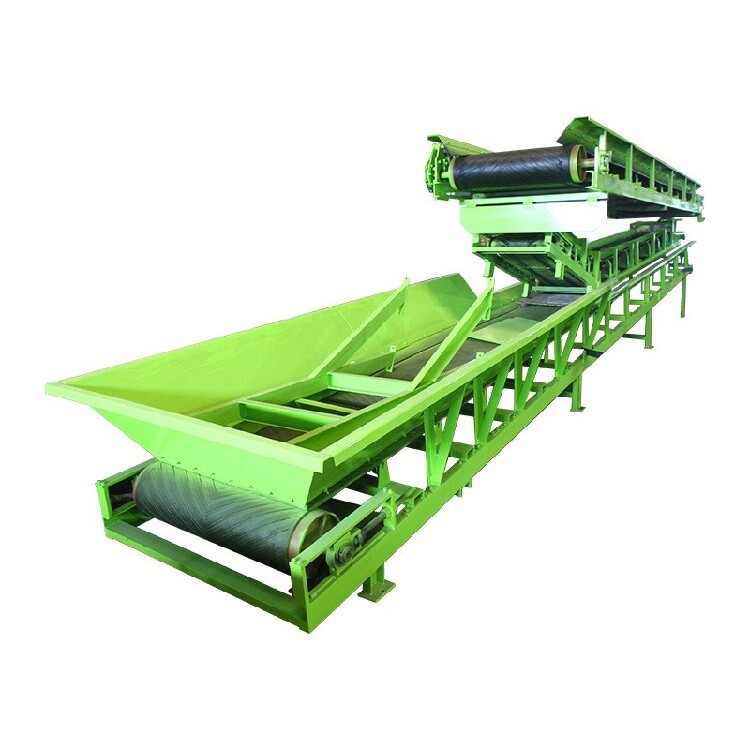
带式输送机运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。 另外,带子接头要正确,两侧周长应相同。
在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。
如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。

塑料厂家撕碎机塑料撕碎机
面议
产品名:塑料垃圾撕碎机,废旧塑料回收撕碎机,塑料垃圾撕碎机,塑料撕碎机,垃圾撕碎机

四川成都工业树枝粉碎机经久耐用
面议
产品名:树枝粉碎机

撕碎机撕碎木材木材撕碎机
面议
产品名:树枝木材综合破碎机,木材树枝粉碎机,木材撕碎机,树枝撕碎机,树枝粉碎机

废旧布料撕碎机废布料撕碎机
面议
产品名:布料撕碎机,布料皮革撕碎机,布料衣物撕碎机,废布料撕碎机,布料撕碎机

四川耐用综合破碎机安装,金属撕碎机生产厂家
12000元
产品名:综合破碎机,树枝木材综合破碎机,废弃木材破碎机,金属撕碎机生产厂家

四川从事塑料垃圾破碎撕碎机功能
面议
产品名:塑料垃圾破碎撕碎机,塑料垃圾撕碎机,垃圾撕碎机,塑料撕碎机,塑料破碎机,塑料处理撕碎机,回收垃圾处理撕碎机

重庆经营塑料垃圾破碎撕碎机功能
面议
产品名:塑料垃圾破碎撕碎机,塑料垃圾撕碎机,垃圾撕碎机,塑料撕碎机,塑料破碎机,塑料处理撕碎机,回收垃圾处理撕碎机

四川定制塑料垃圾破碎撕碎机批发
面议
产品名:塑料垃圾破碎撕碎机,塑料垃圾撕碎机,垃圾撕碎机,塑料撕碎机,塑料破碎机,塑料处理撕碎机,回收垃圾处理撕碎机