Video Player is loading.
Current Time 0:00
Duration -:-
Remaining Time -0:00
Beginning of dialog window. Escape will cancel and close the window.
End of dialog window.
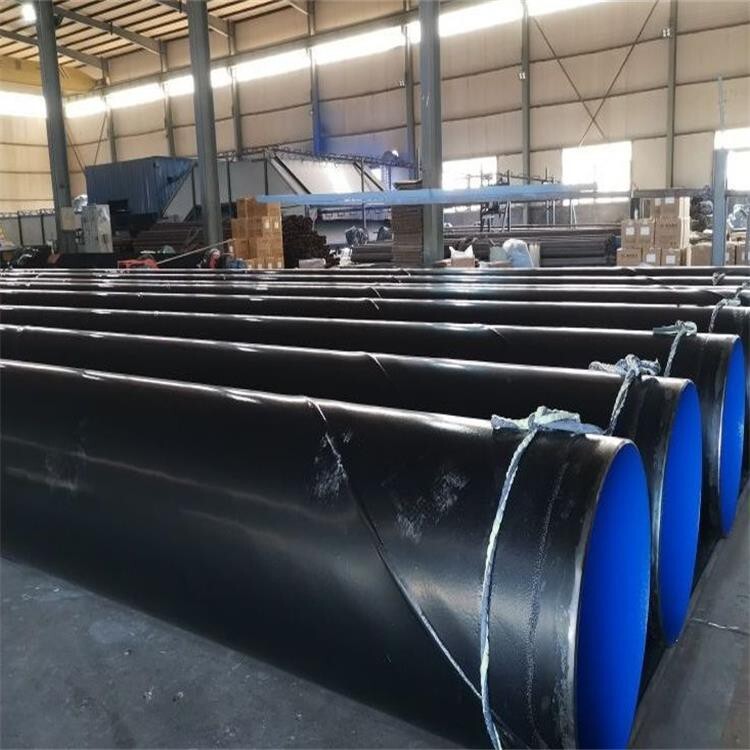
连接方式焊接、法兰、承插式用途消防、给水、埋地等规格DN20-2000mm
内外涂塑钢管被广泛应用在建筑行业给排水系统、暖通循环水系统,石油、化工输送管,消防喷淋系统,天然气、煤气输送等领域。
内外涂塑钢管是本世纪50年展起来的一种新型防腐钢材。由于这种钢管具有抗腐蚀性能好、强度高、耐冲击、价格低、表面光滑等优点,在工业发达得到了很快的发展和应用。
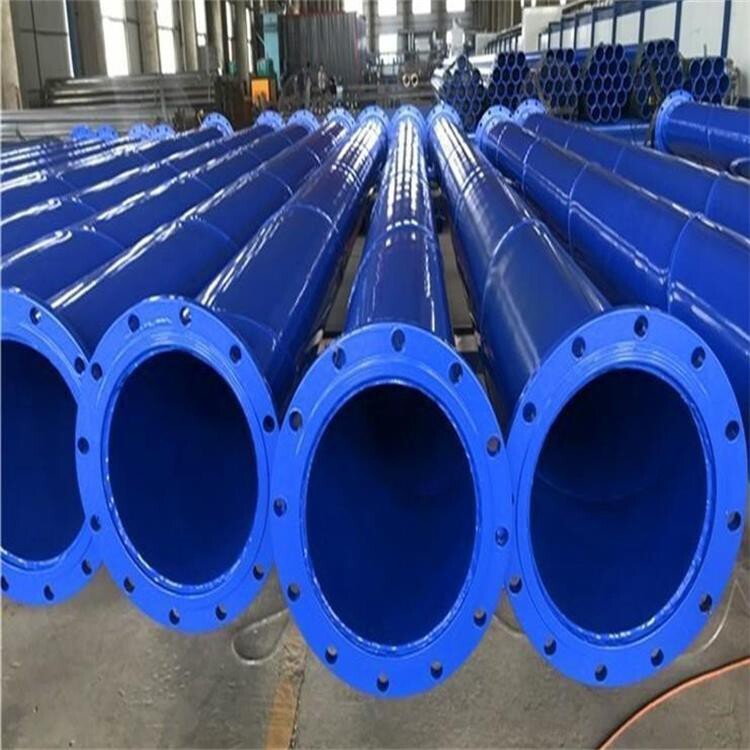
涂塑钢管存放要求
涂塑钢管存放时涂层复合管应平直存放于室内,距离热源不应小于1m。露天存放时用遮雨蓬遮盖,不应长期存放在室外阳光直射和严寒的场所。涂层复合管储存过程中的环境温度为-30℃~45℃。涂层复合管堆放时,底部应采用两道支垫垫起,支垫宽度为100mm。涂层复合管离地面不应少于100mm。管道安装、按照先装大口径、总管、立管,后装小口径、分管的原则,在安装过程中,按顺序连续安装,不可跳装、分段装,以免出现段与段之间连接困难和影响管路整体性能。

大口径内外涂塑钢管,制造大直径涂塑的方法主要采用螺旋焊管是目前生产大直径焊管的有效方法之一。它的优点是设备费用少,用一种宽度的带钢可生产的钢管直径范围相当大。目前美国、德国已生产出直径3m以上厚度25.4mm的螺旋焊管。
UOE法电焊管生产是以厚钢板做原料,经刨边和预弯边,先在u形压力机上压成u形,后在O形压力机上压成圆形管,然后预焊、内外埋弧焊,后扩径以矫正焊接造成的管体变形,达到要求的椭圆度和平直度,消除焊接热影响区的残余应力。UOE焊管可生产直径为406~1620mm的钢管。这种方法可能生产的直径受到板材能够生产的大宽度的限制,设备投资也较大。但生产率高,适于大批量少品种管生产,是高压管输送管的主要生产方法。
内外涂塑钢管制造方法:
制造457-1270mm直径的内外涂塑钢管,大的壁厚为22.2mm,生产工艺:送进钢板或拆带卷——超声波检查——对焊——刨边或切边——排辊成型——高频预焊接——定径——切定尺——脱脂——内焊——外焊——超声波检查全部焊接——扩径——水压试验——超声波检查——管端平头——成品检验——用户检查——打印——涂保护层——出厂
交底内容: 施工中注意涂层的保护 ,管道应轻抬轻放,避免撞击。
(1)管材切割和预加工
1)管材切割前应按配管图先标定管子外径,其外径误差和壁厚误差应在允许公差范围内。
2)管道切割应采用机械方法。切口表面应平整,无裂缝、凹凸、缩口、熔碴、氧化物,并打磨光滑。
3)当管端沟槽加工部位的管口不圆整时应整圆,壁厚应均匀,表面的污物、油漆、铁锈、碎屑等应予清除。
(2)滚槽机滚压成型的沟槽应符合下列要求:
1)管端至沟槽段的表面应平整,无凹凸、无滚痕。
2)用滚槽机对管材加工成型的沟槽,不得损坏管子的涂层及内壁各种涂层。
(3)接头连接和安装 沟槽式接头安装应符合下列要求:
A、在橡胶密封圈的外侧安装卡箍件。将卡箍件内缘嵌固在沟槽内,并将其固定在沟槽中心部位;
B、压紧卡箍件至端面闭合后,即刻安装紧固件,应均匀交替拧紧螺栓;
C、安装完毕后,检查并确认卡箍件内缘全圆周嵌固在沟槽内。
(
厂家在哪里?
有现货吗?
涂层厚度是多少?