


内壁激光熔覆技术的优点
1、提高生产效率:通过激光熔覆,可以在金属表面获得均匀的、厚度较薄的熔覆层,熔覆后的零件可直接进行热处理、焊接或机加工,不必进行其它的表面强化处理,从而可以节省大量的原材料和劳动力。
2、提高材料利用率:在相同条件下,激光熔覆与传统粉末熔覆相比,其金属熔覆层材料的利用率提高了20%~25%。
3、提高零件使用寿命:激光熔覆技术在金属表面上可以获得具有高硬度、高耐磨性、高抗腐蚀性能的新涂层,可使零件的使用寿命延长10~20倍。
4、改善表面质量:由于熔覆过程中无熔池形成,表面质量好。
检测参数是指高速熔覆完成后衡量熔覆层质量的参数,主要包括气孔率、硬度、结合强度、稀释率、热疲劳性能、表面粗糙度等。
(1)气孔率是指在一定条件下,熔覆层中出现气孔的百分比。高速激光熔覆在熔覆过程中不可避免地存在气孔。孔隙率的大小与金属粉末的温度和速度以及粉末运动的角度有关。一般来说,熔覆时粉末运动的速度较慢。该层的孔隙率会很大。
(2)硬度,由于高速激光熔覆层在形成过程中激冷和高速冲击,熔覆层晶粒细化和晶格畸变使涂层强化。因此,激光熔覆层的硬度一般材料。 LT高速熔覆激光设备熔覆粉末,熔覆层表面硬度可达60HRC。
(3)结合强度,一般采用显微硬度计进行检测,以测定熔覆层的结合强度,用标准试样所测得的硬度值减去实测硬度值来计算。高速激光熔覆层与基体为冶金结合,即熔覆层与基体之间原子扩散形成结合。并在粉末高速运动状态下形成。国盛激光的高速激光熔覆层与基材的结合强度可高达360MPa。
(4)稀释率是指熔敷金属的稀释程度,用母材在熔覆层中的百分比表示。稀释率对熔覆层的性能影响很大。在高速熔覆工艺中,可以通过调节金属粉末流量、光功率密度和熔覆速率来控制稀释率。国盛激光高速激光熔覆的稀释率极低,约为1%。
(5)热疲劳性能是指熔覆层的抗热疲劳性能或抗热震性能。熔覆层的抗热震性不好,在使用过程中会开裂形成裂纹。熔覆层的抗热震性能主要取决于金属粉末与基体的热膨胀系数差异和熔覆层与基体的结合强度。
(6) 表面粗糙度是指熔覆时表面上存在的起伏现象,当激光熔覆熔覆层表面有较大起伏时,会出现边缘熔合不良、搭接不好等现象,因此应控制其高低起伏度。表面粗糙度、熔覆层表面平整度、工艺测试、激光能量密度、送粉量和载气压力都会影响表面粗糙度,三者之间存在一个佳值,如果该值设置过大或太低,表面的光滑度会降低。基板实际高速激发在光学熔覆加工过程中,需要根据粉末基体的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
在实际对母材进行高速激光熔覆时,需要根据粉末母材的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
激光熔覆技术在钢铁冶金行业的应用主要体现在表面修复和表面改性两个方面。钢铁冶金行业对耐蚀、耐磨、抗氧化、耐高温等性能要求较高,通常采用传统的补焊工艺对零件进行修复,但由于钢铁材料表面硬度较低,且存在一定程度的氧化和磨损,导致修复后的零件耐蚀性和耐磨性下降。激光熔覆技术可显著提高金属零件表面的耐蚀性能和耐磨性能,且不需要再进行复杂的处理。
1、耐磨钢件、高合金工具钢件的修复激光熔覆技术主要是在基体与涂层之间形成冶金结合,因此,激光熔覆技术对基体材料的要求较低;但激光熔覆涂层与基体之间为冶金结合,且涂层与基体之间的结合强度较低。因此,在选用激光熔覆涂层时应对基体材料的性能进行分析;
2、在钢件表面制备耐磨、防腐涂层激光熔覆技术在钢件表面制备耐磨、防腐涂层是近年来发展起来的一项新技术,其目的是使工件表面获得具有耐腐蚀和抗磨损性能的耐磨、防腐涂层。激光熔覆技术可以在钢件表面制备一层厚度约为30~100μm的熔覆层,与基体之间为冶金结合;
3、在钢件上制备抗氧化涂层激光熔覆技术是通过在钢件表面形成一层致密且具有很高抗氧化性能的耐磨、防腐涂层。激光熔覆技术主要分为热喷涂、热浸镀和等离子喷涂三种方法;
4、激光熔覆技术对钢件表面改性主要体现在:
①将激光熔覆层与钢件之间形成冶金结合;
②用激光熔覆层代替钢零件部分材料,在钢零件上形成具有特殊功能和性能的涂层。
激光熔覆技术是一种的表面修复技术,可以应用于大型构件的修复。它主要是利用激光束对材料表面进行加热,使其部分熔化并与底材融合,形成新的涂层或修复材料。这种技术有以下优点:
1、 :激光熔覆技术可以快速进行表面修复,减少生产时间和维修成本。
2、 精度高:激光熔覆技术可以实现的表面修复,修复后的构件符合设计要求。
3、 适用范围广:激光熔覆技术可以应用于多种材料的表面修复,如钢、铝、镍基合金等。
4、 质量稳定:激光熔覆技术可以消除焊接过程中的气孔、裂纹等缺陷,修复后的构件质量稳定。
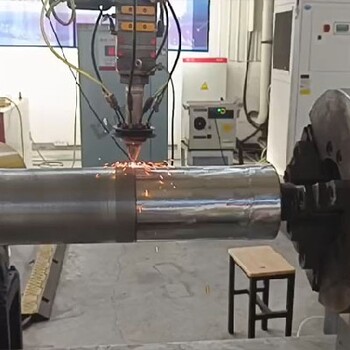
在大型构件修复中,激光熔覆技术可以应用于船舶、桥梁、飞机和汽车等重要构件的表面修复。例如,船舶的螺旋桨、舵叶和船体表面的修复,可以使用激光熔覆技术实现。另外,在飞机和汽车等重要构件的修复中,激光熔覆技术也可以应用于引擎、变速器和发动机等部件的表面修复。
总之,激光熔覆技术在大型构件修复中具有广泛的应用前景。随着科技的不断发展,相信激光熔覆技术在大型构件修复中的应用将会越来越广泛,为构件的维修和修复提供更为、、稳定的技术支持,降低维修成本和停机时间。
激光熔覆设备的关键配置因素
选择激光熔覆设备时,需要考虑以下关键配置因素:
1、激光功率:激光功率是激光熔覆工艺中重要的参数之一,它直接影响熔覆层的质量和效率。一般来说,激光功率越高,熔覆层的深度和宽度就越大,生产效率越高。然而,过高的激光功率可能会导致材料烧蚀和熔化过快,影响熔覆层的性能。因此,在选择激光功率时,需要根据工艺要求和材料特性进行权衡。
2、光斑尺寸:光斑尺寸是指激光束在工件表面的聚焦直径。光斑尺寸直接影响熔覆层的形状和质量。较小的光斑可实现更精细的熔覆,但也可能导致熔覆速度较慢。因此,在选择光斑尺寸时,需要根据熔覆层的精度和效率要求进行权衡。
3、扫描速度:扫描速度是指激光束在工件表面移动的速度。扫描速度越快,生产效率越高,但也可能导致熔覆层质量下降。因此,在选择扫描速度时,需要根据熔覆层的性能要求和生产效率进行权衡。
4、供粉系统:供粉系统负责将熔覆材料输送到熔覆头,熔覆过程的顺利进行。供粉系统的稳定性和准确性对熔覆层的质量有重要影响。选择供粉系统时,需要考虑其供粉能力、粉末粒度调节范围、粉末利用率等因素。
5、控制系统精度:控制系统精度是指控制系统对激光发生器、光路系统、熔覆头、工作台等部件的控制精度。控制系统的精度越高,熔覆层的成形质量和生产效率就越高。因此,在选择激光熔覆设备时,需要考虑其控制系统的精度是否满足工艺要求。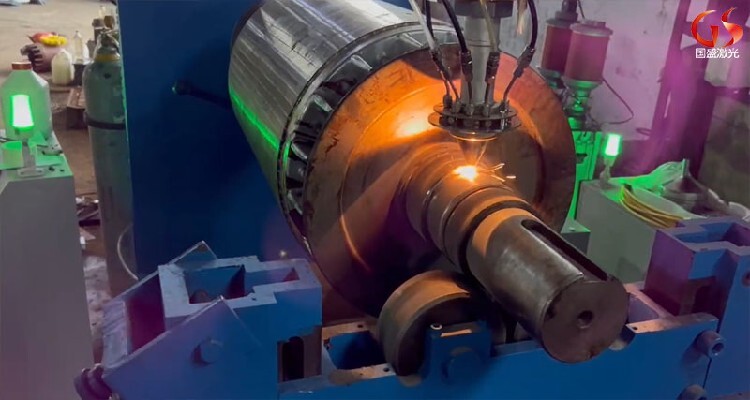
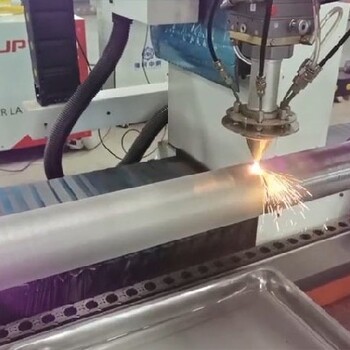
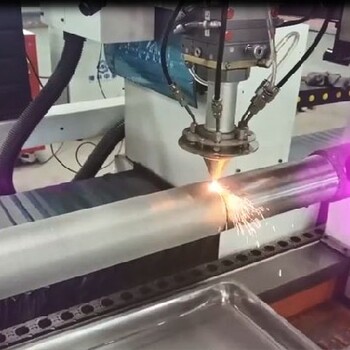
丝杆轴承位激光熔覆加工是一种、率的金属加工技术,广泛应用于各种机械制造领域。这种加工技术的主要优势在于其能够在丝杆轴承位表面形成一层坚固、耐磨、耐腐蚀的合金层,从而显著提高机械零件的使用寿命和性能。
激光熔覆加工的基本原理是利用高能激光束对金属表面进行快速加热,使其达到熔化状态,然后将预先准备好的合金粉末喷射到熔化区域,与基材实现冶金结合。通过控制激光束的功率、扫描速度和合金粉末的成分,可以在丝杆轴承位表面形成一层均匀、致密、的合金层。
与传统的机械加工方法相比,激光熔覆加工具有许多特的优势。,激光熔覆可以在不改变基材组织结构和性能的前提下,对其表面进行强化和修复,大大提高了零件的使用寿命。其次,激光熔覆加工过程中,热影响区小,变形小,能够保持零件的原始精度和尺寸稳定性。此外,激光熔覆加工还具有加工速度快、、环保等优点。
在丝杆轴承位激光熔覆加工过程中,需要严格控制各种工艺参数,如激光束的功率、扫描速度、合金粉末的成分和喷射速度等。同时,还需要对加工过程进行实时监测和调整,以确保合金层的质量和性能。此外,对于不同的材料和应用场景,需要选择适合的合金粉末和工艺参数,以达到佳的加工效果。
丝杆轴承位激光熔覆加工在机械制造领域具有广泛的应用前景。例如,在各种机械零件中,如数控机床、航空航天器、汽车发动机等,丝杆轴承位是关键的传动部件,其性能直接影响到整个机械系统的运行效率和稳定性。通过激光熔覆加工,可以在丝杆轴承位表面形成一层高硬度、高耐磨、高耐腐蚀的合金层,从而显著提高机械零件的使用寿命和性能,降低维护成本和停机时间,提高生产效率和经济效益。
此外,丝杆轴承位激光熔覆加工还可以应用于各种复杂形状和难以加工的金属零件表面。通过激光熔覆加工,可以在这些难以加工的区域形成一层的合金层,从而实现对整个零件的强化和修复。这种加工技术不仅可以提高零件的性能和寿命,还可以拓展金属零件的应用范围和适应性。
总之,丝杆轴承位激光熔覆加工是一种、率的金属加工技术,具有广泛的应用前景和重要的经济价值。随着科技的不断发展和进步,激光熔覆加工将会在更多的领域得到应用和推广,为机械制造行业的发展注入新的活力和动力。

砂光机辊子激光熔覆修复
面议
产品名:激光熔覆,激光熔覆厂家,高速激光熔覆,激光熔覆设备厂家

夹送棍激光熔覆修复原理及优势
面议
产品名:激光熔覆,激光熔覆设备,高速激光熔覆,激光熔覆修复

宽带激光熔覆修复技术修复轴的工艺流程及性能特点
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆

激光熔覆技术在各行业大型构件修复中的应用前景
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆
激光淬火的原理及技术特点
面议
产品名:激光淬火,激光淬火设备

轴类零件的激光熔覆修复技术及工艺
面议
产品名:激光熔覆,激光熔覆设备,激光熔覆修复

江苏南通激光熔覆设备厂家
面议
产品名:国盛激光熔覆设备

河南周口激光熔覆设备加工
面议
产品名:国盛激光熔覆设备