





冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法。冲压和锻造同属塑性加工,合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。钢板冲压件脚手架是为了各施工过程顺利进行而搭设的工作平台。按搭设的位置分为外脚手架、里脚手架;按材料不同可分为木脚手架、竹脚手架、钢管脚手架;按构造形式分为立杆式脚手架、桥式脚手架、门式脚手架、悬吊式脚手架、挂式脚手架、挑式脚手架、爬式脚手架。热冲压将金属加热到一定的温度范围的冲压加工方法。优点为可内应力,避免加工硬化,增加材料的塑性,降低变形抗力,减少设备的动力消耗。汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
冲压件加工的一般原则:
1、先加工基准面:零件在加工过程中,作为定位基准的表面应加工出来,以便尽快为后续工序的加工提供精基准。称为“基准”;
2、划分加工阶段:加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等;
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的位置精度,而且对平面上的孔的加工带来方便;
4、光整加工:光整加工后的工件主要表面的光整加工(如研磨、珩磨、精磨\滚压加工等),应放在工艺路线后阶段进行,加工后的表面光洁度在Ra0.8um以上,轻微的碰撞都会损坏表面,在日本、德国等国家,在光整加工后,都要用绒布进行保护,不准用手或其它物件直接接触工件,以免光整加工的表面,由于工序间的转运和安装而受到损伤。
精密冲压件加工工艺需注意五要点
精密冲压件工序的数量主要根据工件几何形状的尺寸精度和材料性质以及复杂程度来决定,在具体情况下还应考虑实际制造模具的能力、冲压设备条件、生产批量以及工艺稳定性等多种因素的影响。
在精密冲压件质量的前提下,为提高经济效益和生产效率,工序数量应尽可能少些。
精密冲压件加工工艺应注意遵循原则:
1.当工件的断面质量和尺寸精度要求较高时,可以考虑在冲裁工序后再增加修整工序或者直接采用精密冲裁工序。
2.弯曲件的工序数量主要取决于其结构形状的复杂程度,根据弯曲角的数目、相对位置和弯曲方向而定。
当弯曲件的弯曲半径小于允许值时,则在弯曲后增加一道整形工序。
3.拉深件的工序数量与材料性质、拉深高度、拉深阶梯数以及拉深直径、材料厚度等条件有关,需经拉深工艺计算才能确定。
当拉深件圆角半径较小或尺寸精度要求较高时,则需在拉深后增加一道整形工序。
4.为了提高冲压工艺的稳定性有时需要增加工序数目,以冲压件的质量。
例如弯曲件的附加定位工艺孔冲制、成形工艺中的增加变形减轻孔冲裁以转移变形区等等。
5.冲裁形状简单的冲压件,采用单工序模具完成。
冲裁形状复杂的工件,由于模具的结构或强度受到限制,其内外轮廓应分成几部分冲裁,需采用多道冲压工序。
必要时,可选用连续模。对于平面度要求较高的精密冲压件,可在冲裁工序后再增加一道校平工序。

冲压件加工定做不锈钢拉伸冲压件加工配件加工价格
面议
产品名:五金冲压件,不锈钢五金冲压拉伸件加工厂,不锈钢拉伸冲压件加工厂,304拉伸件加工厂家,不锈钢拉伸冲压件加工,汽车配件cnc加工,金属冲压拉伸件加工,汽车配件模具加工,汽车配件电镀加工,汽车配件加工工厂,冲压件拉伸件厂家

光伏不锈钢挂钩屋顶挂钩太阳能不锈钢304太阳能板
面议
产品名:挂钩,黑龙江不锈钢挂钩,屋顶挂钩太阳能,热镀锌光伏支架,可调式挂钩,支架光伏,屋顶挂钩太阳能,热镀锌光伏支架,不锈钢挂钩,可调式挂钩,支架光伏
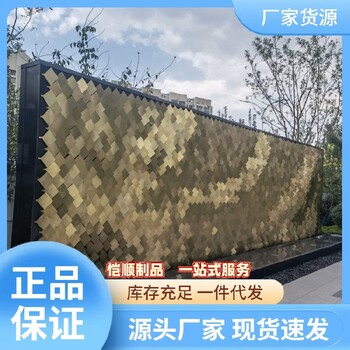
云南售楼部外立面建筑风动幕墙颜色多样风动墙厂家
面议
产品名:风动幕墙,风铃景墙,风动幕墙,风动墙

不锈钢多种颜色可定制风铃幕墙供应商
面议
产品名:风动墙,多种颜色可定制,园林景观装饰,户外广场标志,外立面设计,简约现代风,现货易安装,造型多样,建筑工程

不锈钢冲压件加工拉伸件定做五金配件加工厂家
20.58元
产品名:不锈钢冲压,304冲压件,拉伸件加工

不锈钢冲压件厂家来图来样加工定制
20.58元
产品名:冲压件,拉伸件加工,五金配件制作,汽车五金配件

供应风铃幕墙厂家
面议
产品名:供应风铃幕墙厂家
幕墙风铃片不锈钢风铃片风铃幕墙风动幕墙不锈钢风铃片幕墙
9.85元
产品名:风铃幕墙,不锈钢风铃片,风动幕墙