




在应用领域方面,目前,注塑成型工艺能够实现批量制造形状一致的物品,因此非常适合大批量的标准化产品制造。
3D打印只需通过控制终端输入三维图像,就能将原材料打印成实物模型,甚至直接制造零件或模具,从而有效地缩短了产品研发周期。三维生产的3D打印机,就已广泛在创客、建筑设计、模具模型设计等领域得到成熟应用。
其实两者是相结合的,相辅相成,通过3D打印验证原型,终确认设计之后,再注塑模具,批量生产。
3D打印技术,在线3D打印服务,在线3D打印平台,3D打印平台优势,在线3D打印流程,在线3D打印服务商,手板打样价格,手板模型加工,3D打印后期处理,手板模型后期加工,,平台,工业设计,3D打印材料,CNC加工,手板打样,3D打印后处理
3D打印售楼部沙盘模型的好处
1、一体成型,结构完整,减少拼接带来的误差,能够还原楼盘的整体结构;
2、精度高达0.05,3D模型打印细节清晰,更真实地体现楼盘模型中建筑、人、物、车、植物等的细节;
3、有利于楼盘模型更好地展示,3D打印建筑模型安装、搬运更加简单,减少大量的后期搬运和安装时间;
4、更容易吸引顾客,3D打印楼盘模型更具科技感,对于消费者有更好的吸引效果,讲解员也更容易与观众形成互动,从而激发客户的购买欲望。
3d打印机打出的截面的厚度(即Z方向)以及平面方向即X-Y方向的分辨率是以dpi(像素/英寸)或者微米来计算的。一般的厚度为100微米,即0.1毫米,也有部分打印机如ObjetConnex 系列还有三维 Systems' ProJet 系列可以打印出16微米薄的一层。而平面方向则可以打印出跟激光打印机相近的分辨率。打印出来的“墨水滴”的直径通常为50到100个微米。 用传统方法制造出一个模型通常需要数小时到数天,根据模型的尺寸以及复杂程度而定。而用三维打印的技术则可以将时间缩短为数个小时,当然其是由打印机的性能以及模型的尺寸和复杂程度而定的。
3D打印机已经是一个非常成熟、好用的工具,文创工作室、创客、爱好者、设计师群体很多人已经用起来。即使是经常使用的朋友,恐怕也难以避免打印模型出现质量不佳的情况,比如翘边、错层、飞丝等,3D打印模型打印出来的模型并不能让人满意。如何优化FDM 3D打印效果?通常情况下,按步骤做下面几个检查,能解决大部分问题。
重新做调平。用A4纸来测量距离。对于自动调平的机型如果出现这种情况,就有可能是定位传感器出现了偏差,这里就不建议用户手动调节了,好联系厂商来解决。
翘边没粘牢 重新做调平。笔者前些天3D打印一个盒子,打印还没完成就出现底部一个角翘起来的情况,底面并不平整。这是由于塑料材质的热应力,在固液相变的过程中应力没有释放,通常会出现形变。3D打印的底面出现形变,原因就是底板和打印的层没有粘贴牢固,很有可能是喷嘴与底板的距离太远,超过了打印层厚。
边缘翘起是3D打印中经常遇到的问题。另一种相反的情况,是喷嘴与底板的距离太近,尽管不影响挤出但比准确距离还是有更大的压力,导致模型与底板粘贴过紧。后果就是打印完毕后很难取下模型,甚至后模型撕裂了而首层仍然没有与底板分开,或者是底板的美纹纸撕开紧紧粘在模型底部。这都不是理想中的结果。
粘贴过紧难以取下 甚至有时会一层层撕开。遇到这种情况,我们要做的就是重新对3D打印机做调平,确保调平点与喷嘴之间刚好能够滑动一张A4纸。更细的描述,就是“滑动时纸张略微受到阻力,但仍然能够自如地从间隙中抽出”,这时喷嘴与打印底板之间有理想的距离。
有的时候模型可以顺利地打印完成,但是模型表面并不均匀,有很细小的坑洼或者是凸起的颗粒出现,影响模型的视觉效果。
导致坑洼和颗粒的原因一般来说就是挤出材料不均匀,有时多有时少。这时一种情况是3D打印线材的品质不佳,线材本身粗细不均匀引起挤出量不均匀,另一种情况是喷嘴内有异物阻塞,挤出速度不能有效地控制。
3D打印模型出现错层时我们的个工作就是检查料盘看能不能顺利释放料丝,检查料轴看能不能让料盘顺畅转动。遇到料丝缠线不佳无法顺利释放,往往导致整盘料丝无法使用,而这种情况在线材缠料的耗材上又经常出现。目前我们还没找到好的应对办法,只有更换料盘。
另外有一种可能就是3D打印机本身皮带松动,快速移动时出现皮带打滑。这就是3D打印机本身的质量问题了,建议联系厂商来解决。
解决办法很简单,对于线材品质不佳的情况更换材料,好使用3D打印机原厂搭配的耗材。而喷嘴内有异物的情况可更换喷嘴。如果是选用第三方耗材而对厂家的生产品质又不了解,可以要一些样品用千分尺选10个测量点动手一测,就明了了。
极少出现的情况是挤出的步进电机或者齿轮出现异常。判断这种情况,只需要把打印选项中的挤出速度分别调高和调低、做两次3D打印。当低速时表面比较平整、高速时表面明显更多坑洼和颗粒,基本可以认为是步进电机或者进料齿轮的状况,建议联系厂商解决。
在打印悬空结构比较多或者有形状的悬空结构时,常常会遇到悬空的部分不能打印的情况,这个时候往往是支撑出现了一些问题,对悬空部分不能起到很好的支撑作用。
3D打印件是指不直接按克数收费的,件可分为四种情况。
1、镂空件:因为打印时,镂空的地方需要加支撑才能打印,有支撑才不会导致模型变形,同时,镂空件的体积比较大,打印时占用打印机较大面积。e键打印平台的自动报价系统没有将支撑的重量计算在内,同时,镂空件打印出来后需要人工去除里面的支撑,需要人工成本。
2、体积件:3D打印机是固定大小的,一般3D打印上机时放很多模型一起打印,而由于体积件占的体积较大,打印的时候没办法放入其他模型一起打印,在相同的打印时间,打印的模型少了,打印成本就高了。
3、单件不足4g:这类模型一般是数量多,体积小,e键打印在打印这类模型的时候会多打几个,避免下机的时候不见或损。同时,不足4g的模型后期处理比较费时间,人工成本因此更高。
4、全透明件:全透明件需要后期对模型进行打磨,打磨之后透明效果才更好。简单的模型,打磨方便,而模型结构比较复杂的,打磨起来比较困难,需要花费较多时间,增加人工成本。线上报价无法针对模型的结构计算人工成本。所以像下图这样的模型,打磨起来不容易,因此,当模型较复杂的时候,报价会结合线下人工报价。
遇到这类情况,威立三维的客服会在您上传报价下单之后,主动联系您,重新给您人工报价,不明白的地方可以随时找在线客服询问。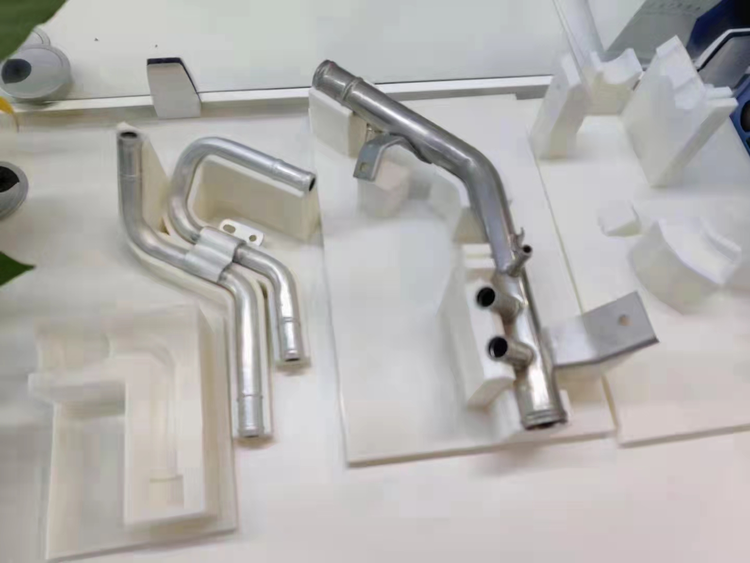
3D打印模型打印爱好者们都希望以一个合理的价格获得精模型。今天分享给大家几个减少打印成本的小技巧。
技巧1:缩小打印尺寸
在3D打印的世界里,尺寸非常关键。降低3D打印模型的尺寸,意味着三个维度尺寸的同时减少。结果就是,打印的成本会降低。让我们来举个例子,下面这个呆河马模型价格为266元。现在,如果把它的尺寸减少50%,变小后的模型仅仅为原来价格的一半,即133元,如果可以的话你甚至可以想象为八分,比如33元。
技巧2:比较相似的材料
不同的材料有不同的价格。如果单纯考虑省钱的话,可以选择比较便宜的材料,然后在模型打印完成后通过后期加工得到理想效果。比如说打印一个金奖杯,如果没有要求,使用普通PLA、ABS等塑料打印完成后再处理上色,也有同样成型效果。
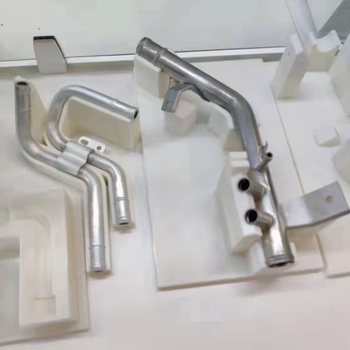
技巧3:把3D打印与其他加工技术相结合
有时候,我们可以尝试换一种思路。比如,将3D打印与传统方式相结合,将3D打印的部件与CNC机加工(金属棒、金属管或者金属块等)相结合,更能在终成型效果以及用户使用体验上得到升级。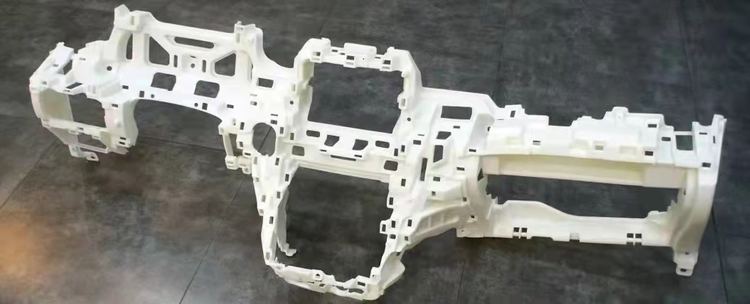
3D打印的优势。对于那些只需要制造几个或是几十个的部件来说,单开模肯定是不划算的,手工制造当然是一个选择,而如果用3D打印技术,就只需要在3D打印机中输入设计文件,省去了开模的高昂费用,产品一致性也优于手工制造,且同一台打印机可以读取不同的设计文件,反复使用。
由于近年来开始下放到民用领域,3D打印技术一度成为了我们身边的“网红热词”,不过你可能不知道的是,这项技术已经有30年的发展史了。并且,如今的3D打印,已经成为了汽车制造业发展的技术,帮车企省下的成本。下面,我们就具体聊聊3D打印和它在汽车制造业中的应用。汽车制造业用3D打印做原型。
哈尔滨平房区3D打印服务供应商,软胶3D打印
面议
产品名:3D打印服务,软胶3D打印, 快速成型服务, 快速模具服务
哈尔滨阿城区3D打印服务,PP打印,快速成型服务
面议
产品名:3D打印服务,软胶3D打印, 快速成型服务, 快速模具服务
吉林南关区3D打印服务,PC打印,快速成型服务
面议
产品名:3D打印服务,软胶3D打印, 快速成型服务, 快速模具服务

新民市3D打印服务专业的服务,软胶3D打印
面议
产品名:3D打印服务,软胶3D打印, 快速成型服务, 快速模具服务

吉林榆树3D打印服务操作流程,软胶3D打印
面议
产品名:3D打印服务,软胶3D打印, 快速成型服务, 快速模具服务
哈尔滨呼兰区3D打印服务价格,软胶3D打印
面议
产品名:3D打印服务,软胶3D打印, 快速成型服务, 快速模具服务
宾县3D打印服务操作简单
面议
产品名:3D打印服务,软胶3D打印, 快速成型服务, 快速模具服务
农安3D打印服务报价,软胶3D打印
面议
产品名:3D打印服务,软胶3D打印, 快速成型服务, 快速模具服务