

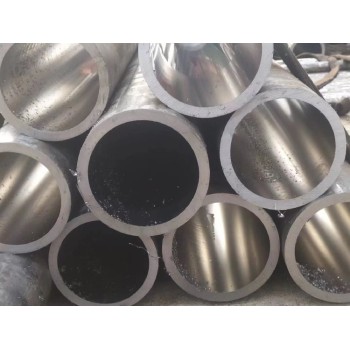



油缸管精密管冷拔管,大口径冷拔管,冷拔异型管,滚压后,表面粗糙度值的减小,可提高配合性质。 滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象, 滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。
冷拔油缸管优点: 1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。 2、修正圆度,椭圆度可≤0.01mm。 3、提高表面硬度,使受力变形消除,硬度提高HV≥4° 4、加工后有残余应力层,提高疲劳强度提高30%。 5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。 冷拔钢管技术的应用前景 一、冷拔钢管宏观市场 聊城鹏煜钢管生产的冷拔钢管是经济建设中重要的原材料之一,素有工业“血管”之称。精密钢管广泛地被用作机械工业用管(主要是液压与气动缸体管、液压输油管、汽车传动轴管和半轴套管、轴承钢管、皮带传送托辊管、印染辊管等)、石油地质工业用管(油泵管、钻探管、油管、套管、钻杆等)、化工用管(石油裂化管、化肥用高压管、化工设备及管道用管)、电站锅炉和热交换器管等。 随着我国经济建设的不断发展和技术的不断进步、精密钢管的应用范围会不断扩大、需求量也会越来越大。
冷拔钢管的品质,包括: (1)对于低碳钢和低合金钢,正火可以提高其硬度,以改善切削性。 (2)对于中碳钢,正火可代替调质处理,为高频淬火做组织准备,并可减少45#精密钢管的变形和降低加工成本。 (3)对于高碳钢,正火可消除网状渗碳体组织,便于球化退火。 (4)对于大型生产的冷拔钢管45#精密钢管或截面有急剧变化的钢铸件,可用正火代替淬火,以减少变形开裂倾向,或为淬火做好组织准备。 (5)对于生产的冷拔钢管45#精密钢管的淬火反修件,可通过正火消除过热影响,以便能重新淬火。 (6)用于铸铁件以增加基体的珠光体量,提高铸件的强度和耐磨性。
冷拔管因其良好的综合性能,在国民经济的各个行业中应用广泛。高速发展的行业需求对冷拔管的服役性能提出了更高的要求,尤其是精度方面,因此分析优化现有的冷拔工艺,提高管材质量和生产效率是亟需解决的问题。本课题结合实验分析和数值分析,对现有酸洗工艺的合理性进行了验证,通过正交实验优化了常温磷化工艺的关键参数实验,数值分析了冷拔过程中不同区域的应力分布规律,探究了钢管在冷拔过程中的成形机理和不同工艺参数对拔制力的影响,并对现有的锥形模进行了优化。 本文的主要研究内容如下: (1)分析验证现有酸洗工艺的合理性,通过对一个酸洗周期内不同时间段酸洗后的试样进行拉伸实验测试,结果显示试样抗拉强度、屈服强度、截面收缩率和断后伸长率等塑性指标稳定,所有试样的断后伸长率的减小幅度均在2%以内,说明没有出现氢脆等缺陷;测试结果也发现酸洗后试样的塑性形变指标会变小。 (2)通过正交实验法得到了20钢常温磷化工艺参数的佳条件:总酸度为120,磷化时间为30min,促进剂点数为6时磷化效果佳。SEM分析发现优化参数下的锌系磷化膜表面形貌致密度较好,膜层以条状形态为主且较为粗大;使用表调剂进行表面活性处理后得到的磷化膜耐腐蚀性提高、磷化膜层次感分明,整体厚度均匀且表面覆盖完全,膜层颗粒精细,呈松针状排列且较为致密。 (3)对锥形模的冷拔过程进行了数值分析,得到了钢管在入模、稳定拔制和脱模三个阶段的径向、轴向的应力分布情况,根据塑性变形原理获得了钢管不同变形区域的应力状态,分析了成品管壁厚和管径精度存在误差的机理,并把钢管的拔制力变化规律分成了划为起始、入模、流动、稳定及脱模这五个阶段。 (4)探讨了摩擦系数、模锥角、壁厚和冷拔速度等不同工艺参数对拉拔力的影响,根据钢管在减壁扩径过程中的应力特点以及拔制力与不同工艺参数之间的关系,对现有的冷拔模具进行了优化,提高了成品管直径和壁厚的精度。 冷拔油缸管优点: 1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。 2、修正圆度,椭圆度可≤0.01mm。 3、提高表面硬度,使受力变形消除,硬度提高HV≥4° 4、加工后有残余应力层,提高疲劳强度提高30%。 5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。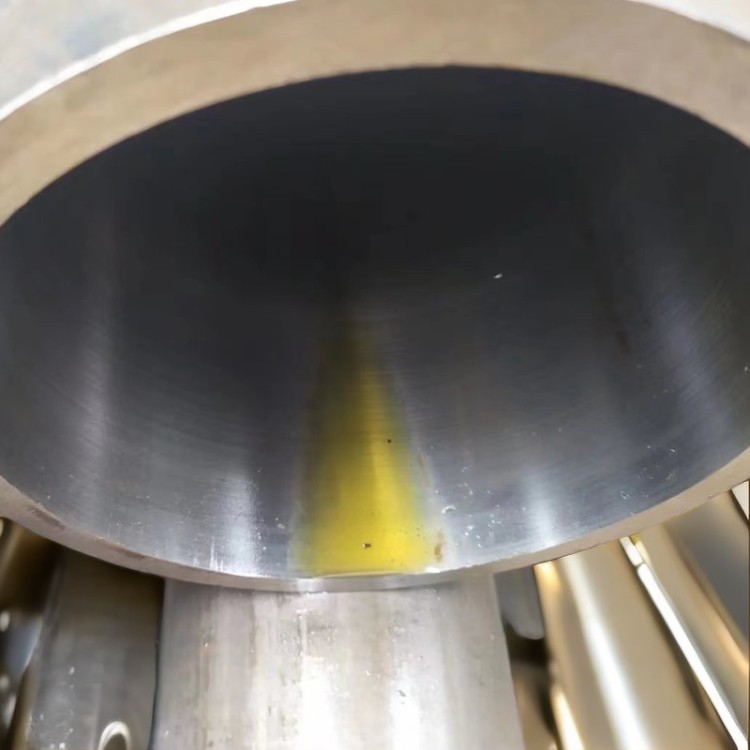
冷拔精密钢管能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。 三、生产工艺 生产的冷拔钢管生产工艺流程如下:进料——外观检查——机械清理——机械清理——退火——矫直——管头加工——酸洗——中和——水 洗——鳞 化——皂 化——拉 拔——检 查——切定尺——珩 磨——端部加工——矫 直——总装——试压——装
主要用途:应用于液压系统配管、汽车制造配管、、工程机械、铁路机车、航空航天、船舶、注塑机、压铸机、机床、柴油机、石油化工、电站、锅炉设备等各行各业。 精密冷拔钢管重量公式:[(外径-壁厚)壁厚]*0.02466=kg/米(每米的重量) 汽车、摩托车、制冷设备、液压件、气动缸用,以及其他对钢管精度、光洁度、清洁度、机械性能有很高要求的客户。精密冷拔钢管对抗拉强度、屈服强度或屈服点、伸长率等机械性能都有严格的要求。除了机械性能外还要对化学成分,要经过水压试验,卷 边、扩口、压扁等试验合格后才能出厂。

零切无缝钢管厂家首选山东玉铭金属材料
面议
产品名:无缝钢管
绗磨管—珩磨油缸管_油缸管-气缸缸筒
6元
产品名:油缸管

活塞杆镀铬棒,电镀杆
面议
产品名:电镀杆

精密钢管129/130/13120号铁管
面议
产品名:无缝精密钢管零切
精密钢管6*2/6*2.5/7*1无缝管
面议
产品名:无缝精密钢管零切
精密钢管210/211/212精密光亮管
面议
产品名:无缝精密钢管零切
精密钢管114/115/11620号铁管
面议
产品名:无缝精密钢管零切
精密钢管165/166/167精密光亮管
面议
产品名:无缝精密钢管零切