




检测参数是指高速熔覆完成后衡量熔覆层质量的参数,主要包括气孔率、硬度、结合强度、稀释率、热疲劳性能、表面粗糙度等。
(1)气孔率是指在一定条件下,熔覆层中出现气孔的百分比。高速激光熔覆在熔覆过程中不可避免地存在气孔。孔隙率的大小与金属粉末的温度和速度以及粉末运动的角度有关。一般来说,熔覆时粉末运动的速度较慢。该层的孔隙率会很大。
(2)硬度,由于高速激光熔覆层在形成过程中激冷和高速冲击,熔覆层晶粒细化和晶格畸变使涂层强化。因此,激光熔覆层的硬度一般材料。 LT高速熔覆激光设备熔覆粉末,熔覆层表面硬度可达60HRC。
(3)结合强度,一般采用显微硬度计进行检测,以测定熔覆层的结合强度,用标准试样所测得的硬度值减去实测硬度值来计算。高速激光熔覆层与基体为冶金结合,即熔覆层与基体之间原子扩散形成结合。并在粉末高速运动状态下形成。国盛激光的高速激光熔覆层与基材的结合强度可高达360MPa。
(4)稀释率是指熔敷金属的稀释程度,用母材在熔覆层中的百分比表示。稀释率对熔覆层的性能影响很大。在高速熔覆工艺中,可以通过调节金属粉末流量、光功率密度和熔覆速率来控制稀释率。国盛激光高速激光熔覆的稀释率极低,约为1%。
(5)热疲劳性能是指熔覆层的抗热疲劳性能或抗热震性能。熔覆层的抗热震性不好,在使用过程中会开裂形成裂纹。熔覆层的抗热震性能主要取决于金属粉末与基体的热膨胀系数差异和熔覆层与基体的结合强度。
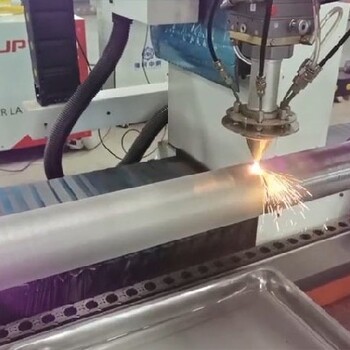
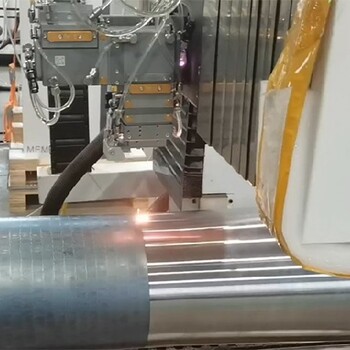
(6) 表面粗糙度是指熔覆时表面上存在的起伏现象,当激光熔覆熔覆层表面有较大起伏时,会出现边缘熔合不良、搭接不好等现象,因此应控制其高低起伏度。表面粗糙度、熔覆层表面平整度、工艺测试、激光能量密度、送粉量和载气压力都会影响表面粗糙度,三者之间存在一个佳值,如果该值设置过大或太低,表面的光滑度会降低。基板实际高速激发在光学熔覆加工过程中,需要根据粉末基体的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
在实际对母材进行高速激光熔覆时,需要根据粉末母材的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
激光熔覆技术在钢铁冶金行业的应用主要体现在表面修复和表面改性两个方面。钢铁冶金行业对耐蚀、耐磨、抗氧化、耐高温等性能要求较高,通常采用传统的补焊工艺对零件进行修复,但由于钢铁材料表面硬度较低,且存在一定程度的氧化和磨损,导致修复后的零件耐蚀性和耐磨性下降。激光熔覆技术可显著提高金属零件表面的耐蚀性能和耐磨性能,且不需要再进行复杂的处理。
1、耐磨钢件、高合金工具钢件的修复激光熔覆技术主要是在基体与涂层之间形成冶金结合,因此,激光熔覆技术对基体材料的要求较低;但激光熔覆涂层与基体之间为冶金结合,且涂层与基体之间的结合强度较低。因此,在选用激光熔覆涂层时应对基体材料的性能进行分析;
2、在钢件表面制备耐磨、防腐涂层激光熔覆技术在钢件表面制备耐磨、防腐涂层是近年来发展起来的一项新技术,其目的是使工件表面获得具有耐腐蚀和抗磨损性能的耐磨、防腐涂层。激光熔覆技术可以在钢件表面制备一层厚度约为30~100μm的熔覆层,与基体之间为冶金结合;
3、在钢件上制备抗氧化涂层激光熔覆技术是通过在钢件表面形成一层致密且具有很高抗氧化性能的耐磨、防腐涂层。激光熔覆技术主要分为热喷涂、热浸镀和等离子喷涂三种方法;
4、激光熔覆技术对钢件表面改性主要体现在:
①将激光熔覆层与钢件之间形成冶金结合;
②用激光熔覆层代替钢零件部分材料,在钢零件上形成具有特殊功能和性能的涂层。
评判激光熔覆层的熔覆效果,主要从两个方面:
一、宏观上,检查熔覆道的形状、表面粗糙度、裂纹、气孔及稀释率等;
二、微观上,检查是否形成了良好的结构,是否能提供所需的性能。
此外,还应确定表面熔覆层化学元素的种类和分布,并注意分析过渡层的状况是否为冶金结合,必要时进行质量寿命检测。
如何检验激光熔覆效果:
1、熔覆的工件是否有裂纹、气孔;
2、熔覆工件熔覆后的表面粗糙程度;
3、是否获得低稀释率的良好涂层,并且涂层成分和稀释度是否可控;
4、快速熔覆时,工件的变形是否降低到零件的装配公差内;
5、送粉器送粉的稳定性和熔覆层的均匀性可是一致性;
6、粉末利用率可在范围内;
激光熔覆技术的特点:
1、涂层结构均匀、细化、缺陷率低;
2、涂层硬度高,可达50~62HRC,具有优良的耐磨性和耐腐蚀性;
3、涂层与基体之间存在冶金结合,结合强度高;
4、根据不同情况,涂层厚度可达0~10mm;
5、涂层材料可以是金属和合金,也可以是金属陶瓷;
6、基材为各类钢和铸铁,也可以是其他金属和合金材料;
7、可形成由基层、中层、外层组成的成分和硬度梯度涂层;
8、基材热影响区小,热变形小;
激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;
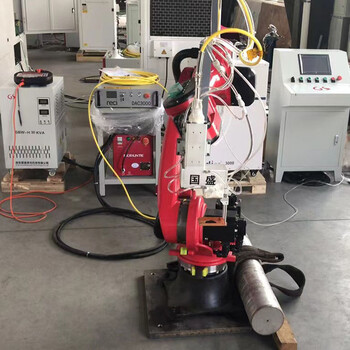
液压立柱是许多工业设备中的重要组成部分,负责承受和分散压力,确保设备的正常运行。然而,在长期使用过程中,液压立柱的表面往往会因为磨损、腐蚀等因素而受损,这不仅会影响其性能,还可能引发安全问题。为了解决这一问题,激光熔覆修复技术应运而生。本文将详细介绍液压立柱激光熔覆修复的原理、步骤、优势以及应用案例,帮助读者更好地了解和应用这一技术。
激光熔覆修复是一种的表面处理技术,它利用高能激光束将特定材料快速熔化并沉积在受损部位,形成一层新的、具有性能的涂层。这一过程中,激光束的能量密度,能够在极短的时间内将材料加热至熔化状态,同时周围材料的热影响区小化。熔覆材料的选择也非常关键,它需要根据液压立柱的材质、工作环境以及性能要求等因素进行定制。
液压立柱激光熔覆修复的步骤通常包括预处理、熔覆和后处理三个阶段。预处理阶段主要是对受损部位进行清理和打磨,去除表面的油污、氧化物等杂质,确保熔覆材料能够与基材紧密结合。熔覆阶段则是利用激光设备将熔覆材料逐层堆积在受损部位,形成一层均匀、致密的涂层。后处理阶段则包括冷却、打磨和检测等步骤,确保修复后的液压立柱能够满足使用要求。
与传统的修复方法相比,液压立柱激光熔覆修复具有显著的优势。,激光熔覆修复可以实现、率的修复,大大缩短维修周期。其次,激光熔覆形成的涂层具有的耐磨、耐腐蚀和耐高温性能,可以有效延长液压立柱的使用寿命。此外,激光熔覆修复对基材的热影响小,不易引起变形或残余应力等问题。后,激光熔覆修复还具有环保、节能等优点,符合可持续发展的要求。
在实际应用中,液压立柱激光熔覆修复技术已经得到了广泛的应用。例如,在矿山机械、石油化工、钢铁冶炼等领域,液压立柱常常面临恶劣的工作环境和高强度的使用压力,导致其表面损伤严重。通过采用激光熔覆修复技术,可以快速恢复液压立柱的性能,提高设备的安全性和可靠性。此外,在航空航天、汽车制造等领域,激光熔覆修复也被广泛应用于关键零部件的修复和再制造。
总之,液压立柱激光熔覆修复技术是一种、环保、可靠的表面处理技术。它通过利用高能激光束将特定材料快速熔化并沉积在受损部位,形成一层新的、具有性能的涂层,从而恢复液压立柱的性能和使用寿命。随着科技的不断进步和应用领域的不断拓展,液压立柱激光熔覆修复技术将在未来发挥更加重要的作用,为工业设备的维护和再制造提供有力支持。

宽带激光熔覆修复技术修复轴的工艺流程及性能特点
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆

激光熔覆技术在各行业大型构件修复中的应用前景
面议
产品名:激光熔覆焊机,激光熔覆,激光熔覆设备,高速激光熔覆
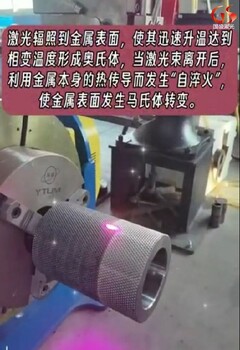
激光淬火的原理及技术特点
面议
产品名:激光淬火,激光淬火设备

轴类零件的激光熔覆修复技术及工艺
面议
产品名:激光熔覆,激光熔覆设备,激光熔覆修复
浙江绍兴激光淬火设备公司
360000元
产品名:激光淬火设备

广东汕头激光熔覆设备修复
560000元
产品名:高速激光熔覆设备
河北邯郸激光淬火设备价钱
360000元
产品名:激光淬火设备

内蒙古包头激光熔覆设备公司
560000元
产品名:高速激光熔覆设备