耐磨药芯焊丝也称为管状焊丝或,可以通过调整药粉的合金成分种类和比例,很方便地设计出各种不同用途(耐磨,高强,耐热,耐蚀,耐低温等)的焊接材料,因为它的合金成分可灵活方便的调整,所以药芯焊丝的许多品种是实心焊丝无法冶炼和轧制的。同时药芯焊丝由于产品结构的特点,焊接工艺性能及焊接效率相比实芯焊丝,手工焊条更有优势。
那么日常我们该如何正确的存放耐磨药芯焊丝呢?下面小编分享一下
耐磨药芯焊丝应存放在干燥、通风良好的库房中,不允许露天存放或者放置在有害气体和腐蚀性介质的室内。室内应该保持清洁。耐磨药芯焊丝堆放时不宜直接放在地面上,好放在离地面25cm的架子或者垫板上面,以保持空气流通,防止受潮。
自保护堆焊耐磨药芯焊丝
自保护堆焊耐磨药芯焊丝为抗低应力磨料磨损用耐磨堆焊药芯焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
焊丝配方特,熔敷率高,无飞溅。成型好,焊缝质量。采用的明弧焊接技术,焊前无需预热,焊后无需热处理,工艺简单。修复成本能降低。被广泛应用于电力、水泥、钢铁、矿山、石油、化工、铁路、阀门、制糖、船舶等行业。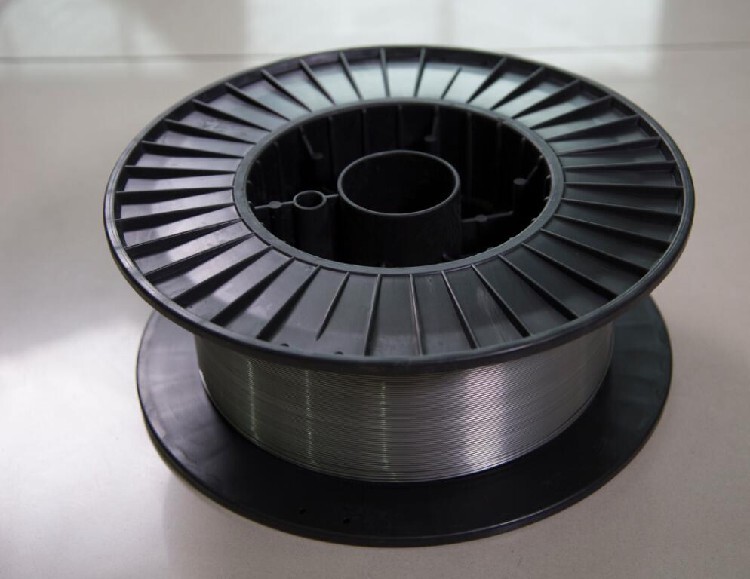
耐磨药芯焊丝用于碳钢和相应强度较低的合金钢之间的焊接。选择既要考虑焊剂成分的影响,又要考虑母材成分的影响。为了达到所要求的焊缝金属成分,可采用一种焊剂(熔炼焊剂)与几种焊丝配合,也可采用一种焊丝与几种焊剂(烧结焊剂)配合的方式。
耐磨药芯焊丝在焊接中与哪些焊剂配合使用是有一定规则的。搭配合理的焊丝和焊剂,焊接的焊口就不易受到腐蚀,焊接质量也好;反之,焊丝与焊剂搭配不合理,焊口就容易受到腐蚀,焊接质量不好导致使用年限也降低。
搭配规则如下:
15MnTi、15MnVCu、15MnVR、16MnNb、15MnV、392HJ430、HJ431一般用在中厚板开坡口的焊接中。
14MnNb、16MnR、16Mn、12MnV、16MnCu、18MnNb、343HJ431、HJ430、SJ301用在中板开坡口的焊接中。
HJ350用在厚板深坡口的焊接中。
15MnVTiRE、15MnVN、14MnVTiRE、15MnVNR、15MnVNCu、20MnMoNb、414HJ431、X60用在低合金管线钢的焊接中。



