意大利Poliangolar旋转拉刀常见加工问题:
Poliangolar旋转拉刀可以加工材料
除了标准高速钢生产外,我们还可以提供适合拉削非常耐磨的材料(大 28/30 HRC)的烧结+涂层工
具。
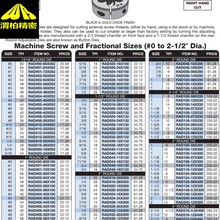
Poliangolar旋转拉刀加工前钻孔的正确预孔尺寸是多少?
对于六边形,建议预钻孔比内切直径多5%。示例:六边形 10-预孔
10.5.
对于绘画,我们建议多 10%。
Poliangolar旋转拉刀使用哪种润滑油?
优选切削油,但也可以使用乳油。

意大利Poliangolar旋转拉刀加工参数:
方向/对准杆
定向杆用于将拉刀定向或对准工件。
当在刳刨机上使用时,该设备在机器主体旋转时将拉床的刀架锁定在止动杆上。
在车床上,杠杆使拉刀和待加工工件一起旋转,而设备主体保持静止。
圈数和进度
影响加工速度和进度的因素有很多,包括材料、预钻孔直径和待加工型材的形状。
在工件和刀具接触的初始阶段,好将转速设置在 50 到 100 rpm 之间(前进可以保持在加工速度),直到拉刀完全进入工件:它们就足够了10 毫米六角形深度为 0.5 毫米。然后您可以将汽车调至推荐的转速。
此措施将避免在工件表面上跳动,并降低刀具碎裂或破损的风险。
根据您的具体应用,请联系 Poliangolar 了解工作参数。
通过降低进给速度可以获得更好的工件光洁度。
退出工件时缩回刀具时,使用 2 或 3 毫米/转的进给速度,保持相同的转数。

意大利Poliangolar旋转拉刀技术支持
提供了使用摆式拉削成功创建各种多边形(内部槽和外部轮廓)的一些基本规则和注意事项,这需要使用两个组件:拉削装置(刀架)和“工具(拉刀)” 。
摆拉削工艺可以在任何机床上进行,无论是传统机床(手动车床)还是 CNC 数控机床。
区别是,在车床上,Poliangolar 装置是静止的,待加工的工件旋转,反之亦然,在加工中心和铣床上,该装置在机床主轴中旋转,而工件是静止的。
意大利Poliangolar旋转拉刀设置:
Poliangolar 设备配备完全密封的轴承,因此不需要定期润滑。
Poliangolar 器具完全无需调整。机床的对准极其重要,事实上,设备相对于工件的任何未对准都是刀具破损以及产生不正确形状的主要原因。
要将设备与正在加工的工件一起放置在转塔(或工作中心上的机床主轴)的中心,只需插入设备并将其锁定即可。
意大利Poliangolar旋转拉刀涂层选择:
TIN-PVD涂层:
特别适合加工合金和铝等软材料,可减少刀具磨损和咬合倾向。
POLY涂层:
一般应用于烧结刀具上,适合加工高温合金、铸铁等高硬度磨料,特别适合加工不锈钢以及在强热负荷下的合金钢和钛。
公司介绍:
Poliangolar 诞生于 1965 年 Paolo Bremi 在米兰机械车间的创意。一段时间以来,布雷米一直在寻找一种设备,让他能够使用创新且快速的方法在他的机械车间中为“第三方工作”创建多边形槽。事实上,在此之前,方形、六角形和特殊形状槽的加工是一个漫长而昂贵的过程,而且并不总是的。这项新发明改变了拉削方式,并立即在精密机械领域变得并受到赞赏。 Poliangolar 设备立即应用于工具车间、车削车间、机械和机电车间、液压元件车间、微电子车间、造船厂以及所有需要执行特殊多边形图形槽的精密实验室。迄今为止,小型和大型公司已销售和使用数千台设备。Poliangolar Srl 是一家生产和销售 Poliangolar、Polikey 和 Multibrox 设备的公司,总部位于塞蒂莫米兰内塞,目前由他的儿子 Sergio 和 Luciano Bremi 管理。