矫程中,要认真检查前后变化,操作规范,用力适当,严格产品质量。根据生产计划的要求合理定尺。切割时,锯齿进料速度不宜过快,以免伤到端头。端头夹紧,以去除飞边和毛边。
装篮要规范,包括合理摆放垫条,防止型材损坏。型材时效温度保持在190±5℃,保温2.5-4小时,出炉后进行风冷。
插齿作为传统的大功率散热器生产工艺,传统的铆接方式,但会导致配合间隙、牙齿松动等隐藏的排热风险,我们通过技术创新推出了各种介质连接新工艺,即选择高导热环氧粘接、钎焊、锡焊接,大大提高了排热的可靠性和稳定性,防止了风险。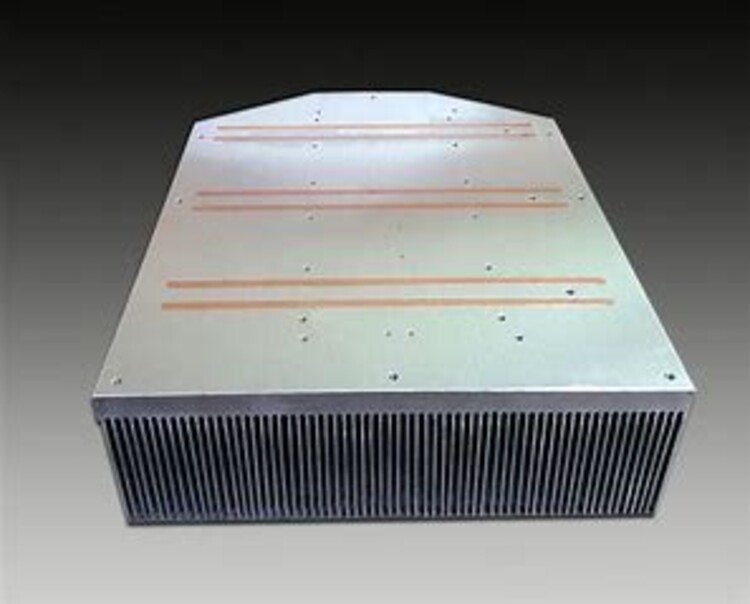
插片散热器是一款散热器。插片散热器采用直管推式通胀机进行胀管使得铝型材管壁与衬管都达到塑性变形,回弹后结合紧密、表面光滑、尺寸精度高采用插接组装可达到不漏。因此生产环节没有废品产生减少了能源的浪费。另外组装过程中不需要焊接,对插片散热器表面没有过热影响,节约了大量的人力和能源。
插片散热器特点
、插片散热器的散热效果好,与传统散热器相比,工作效率可以提高30%左右。第二、插片散热器的质量稳定,。第三、插片散热器的样式和种类比较多,可以根据室内的装修风格进行合理搭配,而且插片散热器的表面经过电泳喷漆处理,环保性高,。第四、插片散热器的整体强度高,不会因安装不慎而造成变形、渗漏。
如有特的的角形、圆弧形、板凳形和浴室形和200多种颜色。而且插片散热器表面采用电泳喷漆、喷塑罩面,具有光滑洁净、无棱角、防止磕碰、等特点。插片散热器可以有很多附加功能,如利用异型插片散热器可以做房屋中的屏 风、护栏、坐具和楼梯扶手。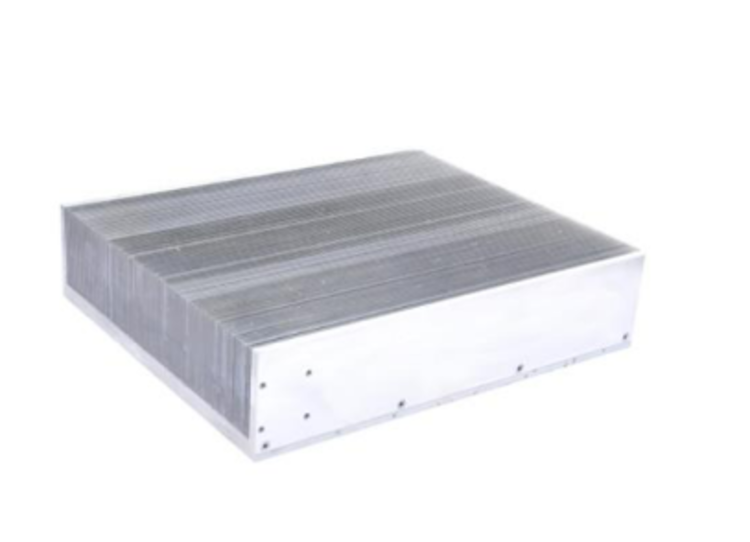
对于高密齿和舌比大的模具试模时,支铝棒是150-200mm的短铝棒或纯铝棒。
试模前,调整好挤压中心,挤、盛锭筒和模座出料口在一条中心线上。
在试模和正常生产过程中,铝棒加热温度要在480-520℃之间。










