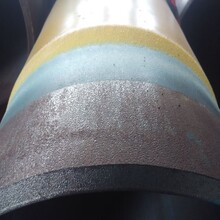
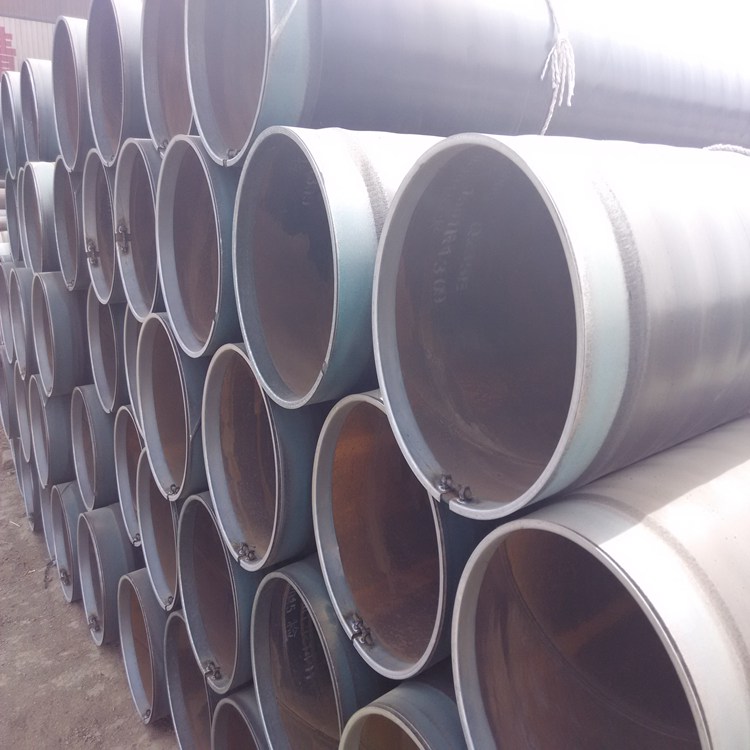
三种材料融为一体,并与钢管牢固结合形成优 蚀能力,施工方简有速一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查,每根钢管经过静水压试验,压力采用径向密封,试验压力和时间都由钢管水压微机检验装置严格控制,试验参数自动打印记录
焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经去除因为薄处的涂层厚度达到时,厚的部位的厚度就会较大的大于涂敷的厚度,而且涂敷不均的情况下很容易造成3pe防腐涂层厚度达不到的情况经测定,管子表面的粗糙度所起的影响要比局部的面积(如螺旋形的焊缝或纵长的焊缝、包括内环形焊缝)所起的影响大十倍

钢管知识:直缝钢管制作工艺也有很多种,包括锻和模锻等两种,主要应用于大型材和截面尺寸较大的材料,还有一种是已轧制成型的金属通过孔模拉拔度尺寸压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H-平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a-单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口这是螺旋焊管生产区别于直缝焊管生产的重要特征