东莞市欣宇超声波机械有限公司为您提供大量关于订制振动摩擦机,北京振动摩擦机,等方面的信息和资料。
振动摩擦焊接机主要构成如下
控制部
分8个阶段控制压力和振幅
由 PLC(西门子) 构成
触摸屏
显示 英文, 中文2种语言 ,所有功能都可显示在画面内
因为没有很多的开关,减少了人为故障,且使操作变简单
AMP部(振动源)
把50Hz ~ 60Hz的频率转换为 80Hz ~ 240Hz (频率分解能力: 1/10000 Hz, 显示: 1/100 Hz)
振动部
将电能转化为线性振动,由FEM分析程序设计的弹簧及低损耗电子线圈组成
是决定振动频率的主要部分
焊接完毕后,使振动部复位
加压驱动部
由台湾油研控制油压装置构成
垂直移动精密度非常好 (误差范围:± 0.05 mm)
隔音装置
封闭效果佳,噪音的隔音效果明显 要正确安装上下治具才能正常调试及焊接产品.治具如下图分为上治具及下治具.
要正确安装上下治具才能正常调试及焊接产品.治具如下图分为上治具及下治具.
治具安装
打开隔音门,升降台面降至治具替换位置,把治具放在工作台面上. 把下治具对准活动平台安装孔
初次使用的治具的话,松开下治具调整螺丝.
在手动操作画面,按“治具替换”,在按“台面上升”,使台面上升之与位置决定孔.
固定上治具时,请先稍稍用力手工拧入上治具固定螺丝,同时检查螺丝是否容易旋进。如不是,把治具稍微调整治具位置直至容易旋入螺丝为止.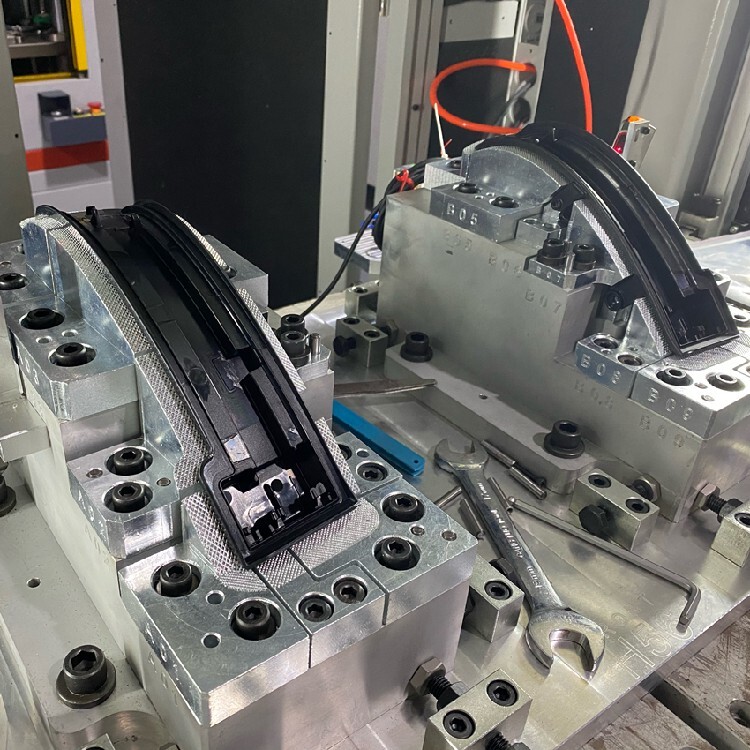 固定螺丝破损现象
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件