加工中心圆盘式刀库换刀原理主要包括选刀和换刀两个步骤。

,选刀过程是刀库按照选刀命令(或信息)自动将要用的刀具移动到换刀位置,完成选刀过程,为下面的换刀做好准备。这个过程通常通过刀库驱动系统实现,刀库会根据切削需求自动选择需要使用的刀具。
接下来是换刀过程,这个过程由机械手完成。机械手会把主轴上用过的刀具取下,并将选好的刀具安装在主轴之上。换刀过程中,主轴会进行定向操作,并检测机械手的0度到位信号、刹车信号、扣刀信号、刀套水平信号、主轴卡刀信号、计数器信号等,确保换刀条件满足。只有当所有信号都正常时,系统才会执行换刀动作。否则,系统会发出报警信息,提示操作者换刀条件不满足,不能执行换刀动作。

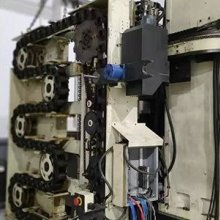
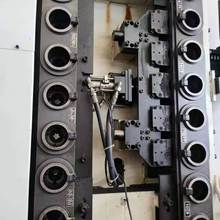
在圆盘式刀库中,刀具的储存和切换是通过刀具盘、刀具夹持系统和刀库驱动系统共同实现的。刀具盘上分布着多个刀具座,每个刀具座可以夹持一个刀具。刀具座一般具有较高的刚度和夹持力,能够保持刀具的稳定性。在切换刀具时,刀具盘会根据切削需求自动将需要的刀具移动到换刀位置,然后由机械手完成刀具的更换。
总的来说,加工中心圆盘式刀库换刀原理是通过刀库驱动系统、机械手和刀具盘等部件的协同工作实现的。这个过程具有高度的自动化和智能化特点,能够大大提高加工中心的加工效率和加工质量。