防腐螺旋钢管厂家清除内毛刺,通常是在连续焊管生产线上清除,也可以采用离线方法清除。清除内毛刺方法,目前主要有以下几种方法:
1、切削法:该方法是利用伸进管内固定刀刃或旋转切削头,对毛刺进行切削;
2、辗压法:该方法是利用伸进管内的滚压装置,使内毛刺产生塑性变形,达到减薄内毛刺高度的效果;
3、氧化法:防腐螺旋钢管焊接开始时,用通气喷嘴向内焊缝喷射氧气流,利用焊缝焊接余热,使内毛刺加4、速氧化,并在气流冲出下脱落;
5、拉拔法:防腐螺旋钢管通过模具时,在浮动塞的环形刀刃作用下,清除钢管内毛刺;外毛刺清除装置有一把刨刀和二把刨刀型式,用一把刨刀要停机换刀,而用二把刨刀清除毛刺,换刀可不需停机。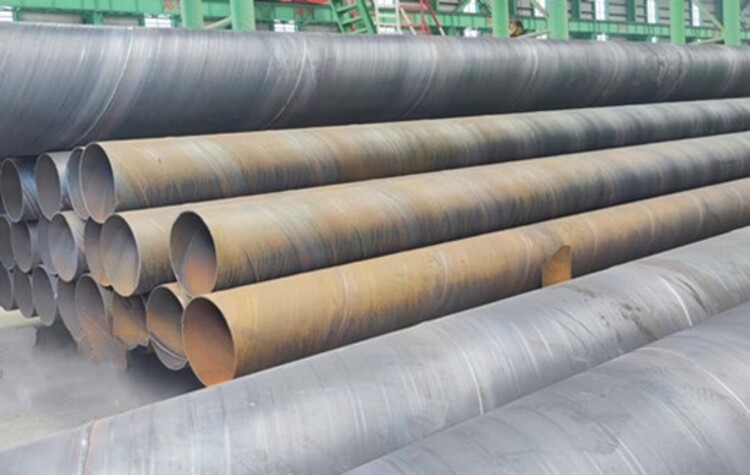
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
防腐螺旋钢管厂家,防腐螺旋钢管在施工过程中的注意事项:
1、施工时在良好的通风条件下进行,长时间施工,应注意防护;
2、施工现场严禁明火;
3、钢铁表面温度应3℃不便手工施工;
4、严禁雾、雨、雪天及湿度超过85%时施工;
5、施工温度应大于10℃。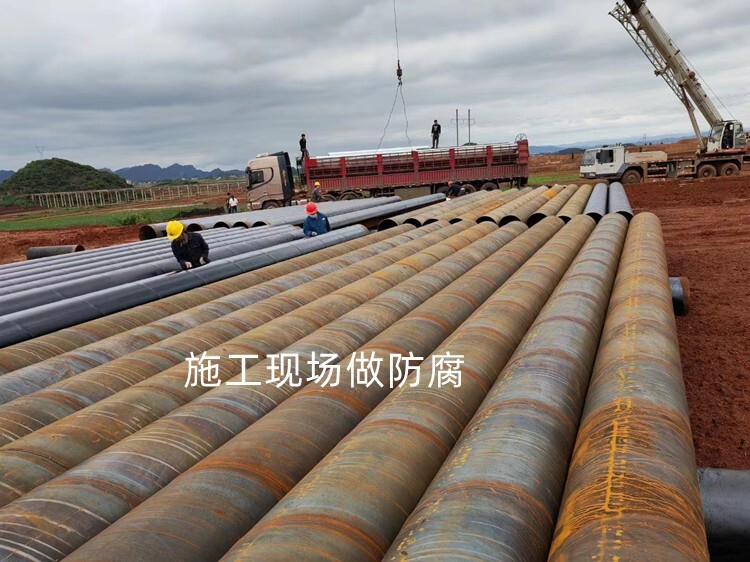
螺旋钢管主要工艺特点:
1、成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求;
2、采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;
3、对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地了产品质量;
4、整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
螺旋钢管堆放原则要求:
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。
螺旋钢管常用分类方法
螺旋钢管常用的分类方法有两种:一是以几何形状分类,根据横肋的截面形状及肋的间距不同进行分类或分型,标准将螺纹钢分为Ⅰ型、Ⅱ型。这种分类方式主要反应螺纹钢的握紧性能。二是以性能分类(级),例如我国标准(GB1499)中,按强度级别(屈服点/抗拉强度)将螺纹钢分为3个等级;按综合性能将螺纹钢分为5个种类;规定了螺纹钢性能试验的若干等级。此外还可按用途对螺纹钢进行分类,如分为钢筋混凝土用普通钢筋及予应力钢筋混凝土用热处理钢筋等。