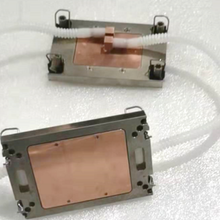
功率大的损耗的电子产品常见逼迫液体冷却的冷轧钢板设备来调节网络热点环境温度,水冷板由传热系数强的铜或铝做成,将水循环式系统置入冷轧钢板内部结构,电子组件立即固定于冷轧钢板上,运用循环内流动水来挥发电子组件传出热量。在电力电子技术操纵、变换、推动、数据传输等行业及其新能源市场(新能源车动力锂电池排热、UPS及储能设备排热、大型服务器排热、大中型太阳能逆变器排热、SVG/SVC排热等),为追求能、低噪声低温运作,且遭受空间限制时,排热难题变成产品研发理想化较大限定,液冷散热技术性变成优选热管理方法。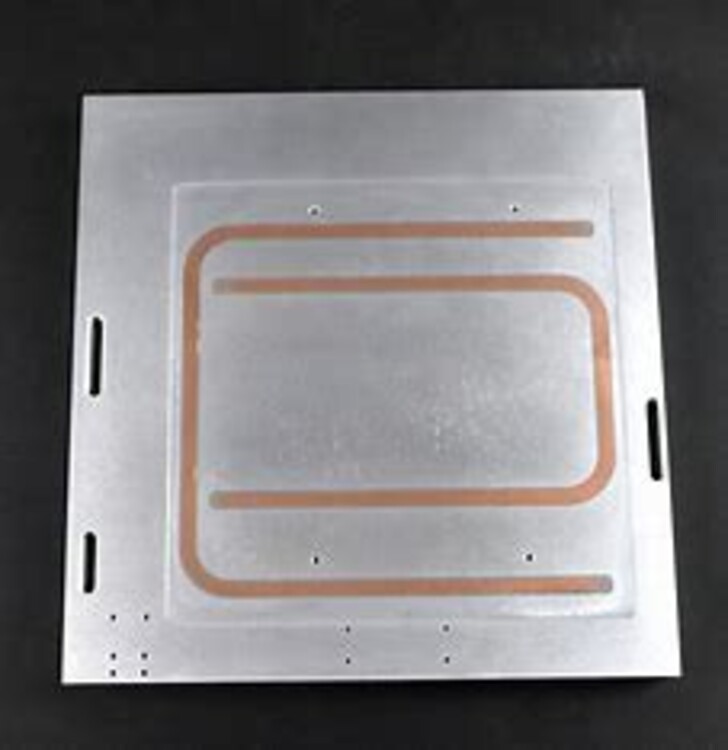
提升冷板的散热性能主要依靠: 1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。 2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。 3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。
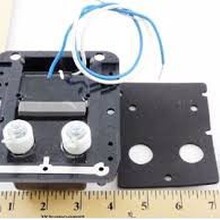
水冷板的结构设计 1)材料。水冷板材料通常使用铝、铜、不锈钢等,其中以铝使用广泛。铝材料密度小,导热系数高,次于铜,而且三者当中为便宜,因此产品。 2)密封。水冷板的密封方式主要有O-Ring密封,焊接。O-Ring密封的方式适合在小压力的情况下,需要考虑O-ring的耐高温和耐老化问题;焊接可以使整个冷板形成一体性,具备很高的可靠性和耐久性。北京百明盛达科技发展有限公司目前主要提供焊接水冷板,焊接方法包括真空钎焊、搅拌摩擦焊接等。
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)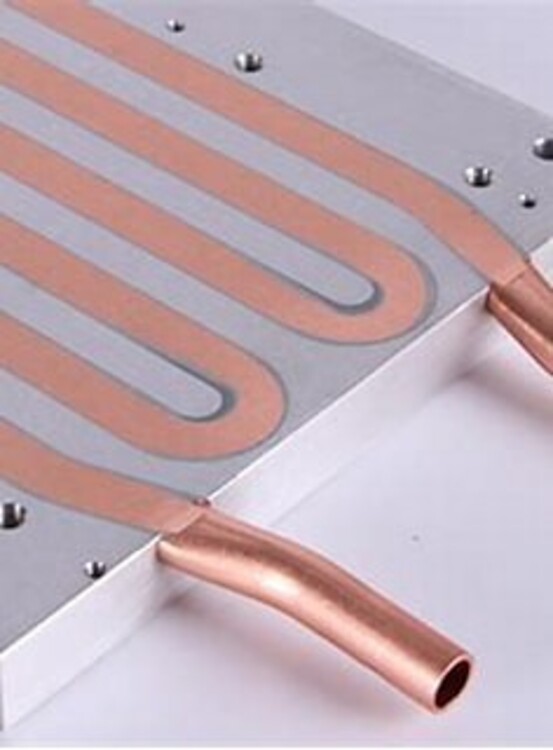
一般说来,水冷板为无风机设计,辅以动态、、智能化的冷却技术可以有效降低制冷能耗的成本,实现、准确的热量交换,其缺点是存在意外漏水的弊端,因此,对水冷板的加工制作工艺提出了很高的要求。 是一些大功率器件,如SVG、变频器、逆变器、IGBT等等,这些器件都可以使用水冷板散热器进行散热,而且散热效果非常好。