淬火油通常可以用于以下零部件及材质:
1、 模具:生产曲轴、连杆、转向节等传动部件需要使用模具,这些模具的尺寸较大,而且不容易淬透,如果冷速过快,工件容易裂开。因此,建议使用快速、超速淬火油。
2、 齿轮:这类产品通常需要经过渗碳热处理,以提高齿轮的耐磨性和抗疲劳性能。对于中小型齿轮,还需要考虑变形性和的要求,因此通常会使用淬火油作为冷却介质。
3、板簧:这类零件的厚度变化较大,容易产生裂纹,同时也不容易淬硬,因此需要采用快速淬火油。
4:标准件:这种产品,其尺寸和形状都按照特定的标准进行制造和生产,通常具有统一的规格和质量要求。
这种产品材质多样,且大多数小件零件采用多用连续炉生产,淬火油进行冷却。此外,轴承钢、高速钢和不锈钢等材料制造的小件产品,同样也采用多用炉生产,并使用多用炉淬火油作为冷却介质。
淬火油的一般使用温度为60~80摄氏度,并配有冷却和搅拌装置,以油品不易老化。在淬火油的使用过程中,严格遵守热处理工艺要求,以防止外来污染。同时,还需要监测油品的状态,并及时采取调整措施,这是淬火油良好使用的重要手段。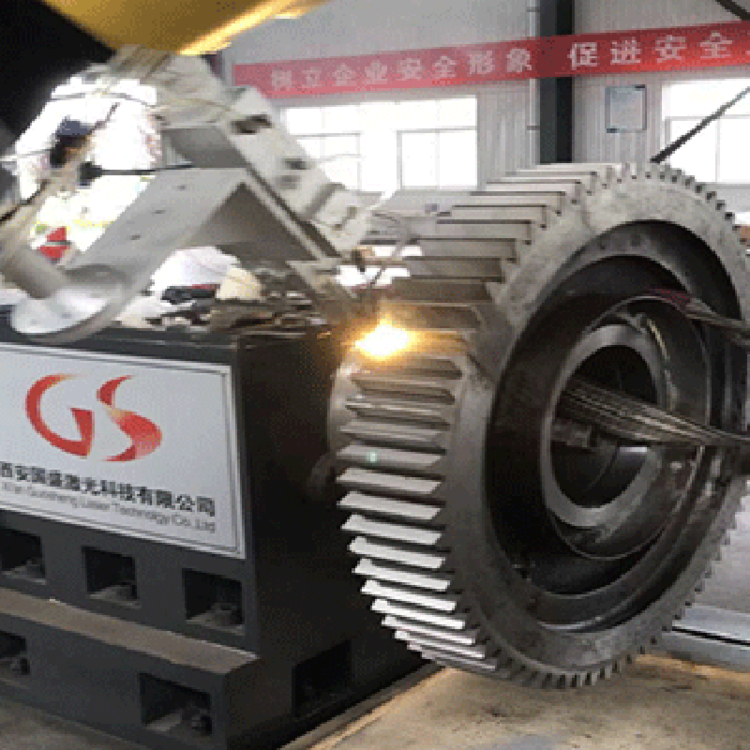
淬火加工是将金属材料加热到一定温度,然后快速冷却,以提高材料硬度和耐磨性的热处理工艺。走轮激光淬火是利用激光束对走轮表面进行淬火,以提高其硬度和耐磨性,延长其使用寿命的一种新型热处理工艺。
传统的淬火加工方法通常采用油冷或水冷,但这些方法都存在冷却不均匀、淬火效果差等缺点。相比之下,激光淬火加工具有更高的淬火质量和效率。
走轮激光淬火加工的基本原理是利用高能激光束照射走轮表面,使其快速加热到淬火温度,然后快速冷却,实现淬火处理。
走轮激光淬火加工工艺具有以下优点:
1、淬火质量高:由于激光束能量密度高,可以快速加热和快速冷却,以获得均匀的淬火效果。
2、:行走轮激光淬火加工可以在短时间内完成淬火过程,提高生产效率。
3、适用范围广:该工艺适用于钢、铸铁、有色金属等多种金属材料的淬火处理。
4、环保:走轮激光淬火过程中不使用任何化学品,不会对环境造成污染。
走轮激光淬火加工工艺流程如下:
1、将走轮放置在激光淬火装置上,调整位置,使其表面与激光束对齐。
2、打开激光器,将激光束照射在走轮表面,使其快速加热到淬火温度。
3、开启冷却系统,使走轮表面快速冷却,实现淬火处理。
4、关闭激光和冷却系统,取出走轮,完成淬火过程。
走轮激光淬火加工的应用范围非常广泛,可应用于各种机械设备的走轮表面处理,如汽车、工程机械、农业机械等。此外,该工艺还可以应用适用于齿轮、轴类零件等精密零件的表面处理。
与传统淬火加工相比,行走轮激光淬火加工具有更高的硬度和耐磨性,可以提高零件的使用寿命和性能。同时,由于该工艺具有、适用范围广、环保等优点,可以大大降低生产成本,提高生产效率。因此,行走轮激光淬火加工是一种潜力的热处理新工艺。

压辊模具激光淬火技术是一种的表面处理技术,其通过高能激光束对压辊模具表面进行快速加热和冷却,实现表面硬化和强化的效果。这项技术在工业领域得到了广泛的应用,尤其在钢铁、有色金属、橡胶、塑料等行业的压延和挤出工艺中,压辊模具的寿命和性能对生产效率和产品质量有着至关重要的影响。
传统的压辊模具淬火技术通常采用油或水作为冷却介质,通过快速冷却使模具表面形成一层高硬度的淬硬层。然而,这种技术存在一些局限性,如淬硬层深度较浅、冷却不均匀、易产生裂纹等。相比之下,激光淬火技术具有许多优点,如淬硬层深度大、硬化均匀、冷却速度快、变形小等。
激光淬火的原理是利用高能激光束对压辊模具表面进行扫描,通过快速加热和冷却使表面材料发生相变,形成一层高硬度的硬化层。激光淬火的硬化层深度可以达到数毫米至数厘米,硬化层内的显微组织结构也得到了显著改善,具有更高的硬度和更好的耐磨性。同时,激光淬火还可以改善压辊模具的抗疲劳性能和耐腐蚀性能,从而提高其使用寿命。
激光淬火技术的实施需要使用高功率激光器和运动系统。激光器通常采用二氧化碳或光纤激光器,它们的输出功率可以调节,以适应不同厚度和不同材料的压辊模具。运动系统则负责控制激光束的扫描路径和速度,以确保均匀加热和冷却整个表面。在处理过程中,需要对压辊模具进行的热分析,以确定佳的工艺参数,如激光功率、扫描速度、光斑尺寸等。
激光淬火技术在工业应用中已经得到了广泛验证,其在提高压辊模具性能和寿命方面具有显著优势。与传统淬火技术相比,激光淬火技术具有更高的生产效率和更好的质量。此外,激光淬火技术还可以通过优化工艺参数来满足不同材料和不同用途的压辊模具的需求。随着技术的不断发展和成本的不断降低,激光淬火技术将在更多领域得到应用和推广。
在未来的发展中,激光淬火技术将继续受到关注和研究。人们将更加深入地研究激光与材料之间的相互作用机制,探索更加优化的工艺参数和控制方法。同时,随着新材料和新应用的不断涌现,激光淬火技术将面临更多的挑战和机遇。相信在不久的将来,这项技术将会取得更加显著的突破和创新。










