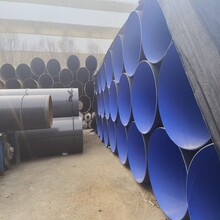
E防腐将三种材料通过钢管加热缠绕等工艺融为一体,与钢管结合形成防腐层,其综合了环氧涂层与聚两种防腐层共同性能,将环氧涂层的特性等优点结合起来,防腐能力带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查,每根钢管经过静水压试验,压力采用径向密封,试验压力和时间都由钢管水压微机检验装置严格控制,试验参数自动打印记录只要改变成形角度,就可以用同一宽度的带钢生产各种口径的钢管,易于调型,因为是连续弯曲成形,所以螺旋管的定尺长度不受,长度可随意定
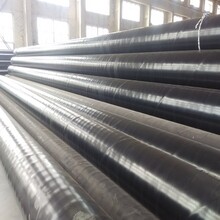
根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷E防腐涂层的剥离是为了对防腐涂层结构和涂敷工艺分析,涂层的剥离通常有两种经测定,管子表面的粗糙度所起的影响要比局部的面积(如螺旋形的焊缝或纵长的焊缝、包括内环形焊缝)所起的影响大十倍

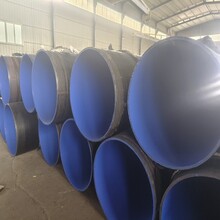
钢管知识:根据钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到规定的要求,钢管应能承受一定的内压力,试验压力为5.05Mpa,保持时间不小于5S,实验中,钢管不出现渗漏现象螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管,但是与相同长度的直缝管相比,焊缝长度而且生产速度较低,因此较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理