堆焊复合耐磨钢板在水泥厂的应用
堆焊复合耐磨钢板在水泥生产上的应用非常普遍,它是以电弧堆焊的方法在普碳钢板上沉积一定厚度的耐磨合金层,复合界面为完全冶金结合,用普碳钢作基材,使得耐磨复合钢板既有的抗磨损性能又兼备了低碳钢板的特点,可以进行焊接、拼接、弯曲、卷弧、卷管、打孔等,这是铸造耐磨材料所无法实现的。的耐磨层厚度在堆焊一层时为3-5mm,堆焊2层可达6-10mm,焊道宽度在30-50mm。作为基材一般采用Q235钢板,厚度一般在6~20mm。堆焊层碳的质量分数可达4.5%~6%,铬的质量分数在25%30%。合金层的硬度在55~65HRC,金相组织为大量先共晶碳化物十共晶碳化物+马氏体十残留奥氏体。高耐磨的堆焊层和高韧性的母板复合在一起,使耐磨复合钢板兼备了高耐磨、抗冲击和可加工的特点。
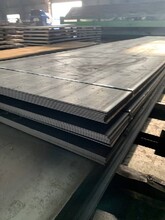
复合耐磨钢板在生活中应用广泛。复合耐磨钢板是在普通钢板表面堆焊复合一层以碳、铬为主要成分的,具有高硬度、高耐磨性的高合金耐磨层。在耐磨层以形成的碳化铬化合物的体积分数所占比例来确定其耐磨性。因为它的性能比较好,各方面的优势相较于普通的钢板来说也很,也可应用在行业。下面是复合耐磨钢板的相关信息介绍。 耐磨复合钢板可以切割打孔
1、耐磨复合钢板的耐磨机理
组成是由低碳钢板和抗磨层两部分组成的。抗磨层和基体是冶金结合。耐磨层是由高碳高铬化合物组成,采取明弧焊或埋弧焊堆焊在基体上。
传统理解是硬度决定耐磨性,其实这是个错误的理解。在相同的硬度下,复合耐磨钢板的耐磨性远一般耐磨钢。原因是耐磨性不仅仅由硬度决定,主要是由于所含的化学成分及组织结构决定的。
2、耐磨复合钢板具有如下优点:
1)高耐磨性能:由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。
2)抗冲击:由于耐磨复合钢板的基板采用塑性很好的低碳钢板,可在受冲击的过程中吸收能量,因而,耐磨复合钢板具有很强的抗冲击性能和抗裂性能,可以应用到振动、冲击较强的工况条件下,这一点是铸造耐磨材料所不及的。 耐磨复合钢板堆焊复合设备,耐默公司自主研发
3)易于加工:可以制成标准尺寸的板材,重量轻,加工方便灵活,可以拼焊成型,使现场焊接工作变得省时、方便。
4)高的性能价格比:使用耐磨复合钢板制造机件的造价较普通材料有所提高,但机件的使用寿命增长。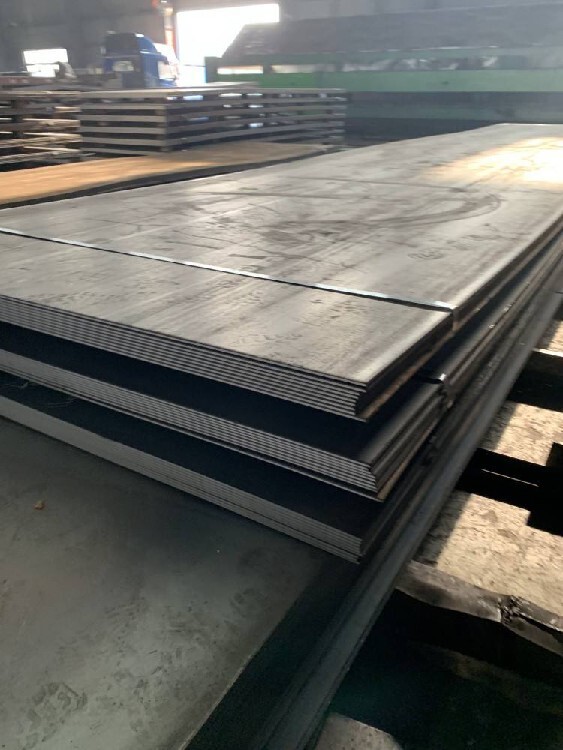
焊碳化铬复合耐磨钢板的工艺参数主要有焊接电流种类及焊接电流大小,钨种类、直径及端部形状,保护气体流量等。
1、电流种类的选择一般根据工件材料选择电流种类,焊接电流大小是决定熔深的主要参数,它主要根据工件材料厚度、接头形式、焊接位置等因素选择。
2、钨种类、直径和端部形状的选择钨种类及直径根据工件材料和焊接电流大小、电流种类来选择。钨端部形状是一个重要的工艺参数,根据所用的焊接电流种类,选用不同的端部形状。夹端角的大小会影响钨的许多电流、引弧及稳弧性能。小电流焊接时选用小直径钨和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,锥角可避免过热而熔化,减少损耗,并防止电弧往上扩展而影响阴斑点的稳定性。使用过程中钨经常需要用砂轮或者的钨磨削机进行修整。
3、气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个范围,此时,气体保护效果,焊件上有效保护区域。如果气体流量过低,气体排除周围空气能力弱,保护效果差;流量过大,气体排出时容易形成紊流,使空气卷入,也会降低保护效果。同样,在气体流量一定时,喷嘴直径过小,保护区域小,且因气流速度过高而形成紊流,喷嘴直径过大,不仅妨碍焊工观察,而且流速过低,保护效果也不好。一般手工TIG焊喷嘴内径范围为5-20mm,流量范围为5-25L/min。
4、焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流配合以获得所需的熔深和熔宽。在高速自动焊时,还要考虑焊接速度对气体保护效果的影响。焊接速度过大,保护气流严重偏后,可能使钨端部、弧柱、熔池暴露在空气中。因此采用相应措施如加大保护气体流量或将焊前倾一定角度,以保持良好的保护作用。
5、喷嘴与焊件间距离距离越大,气体保护效果越差,但距离太近会影响焊工视线,且容易使钨与焊件间造成短路,产生夹钨。一般喷嘴端部与焊件间距离在8-14mm之间。