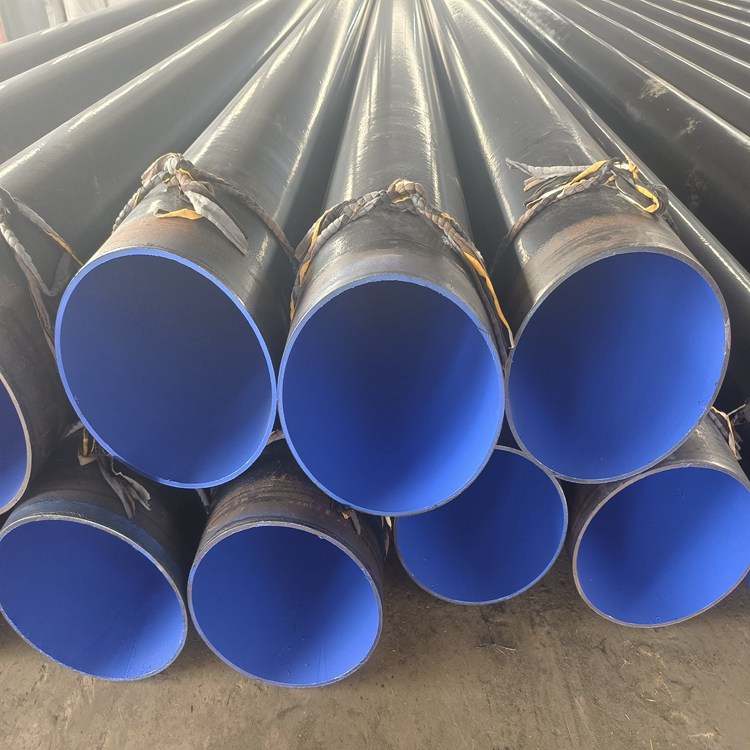






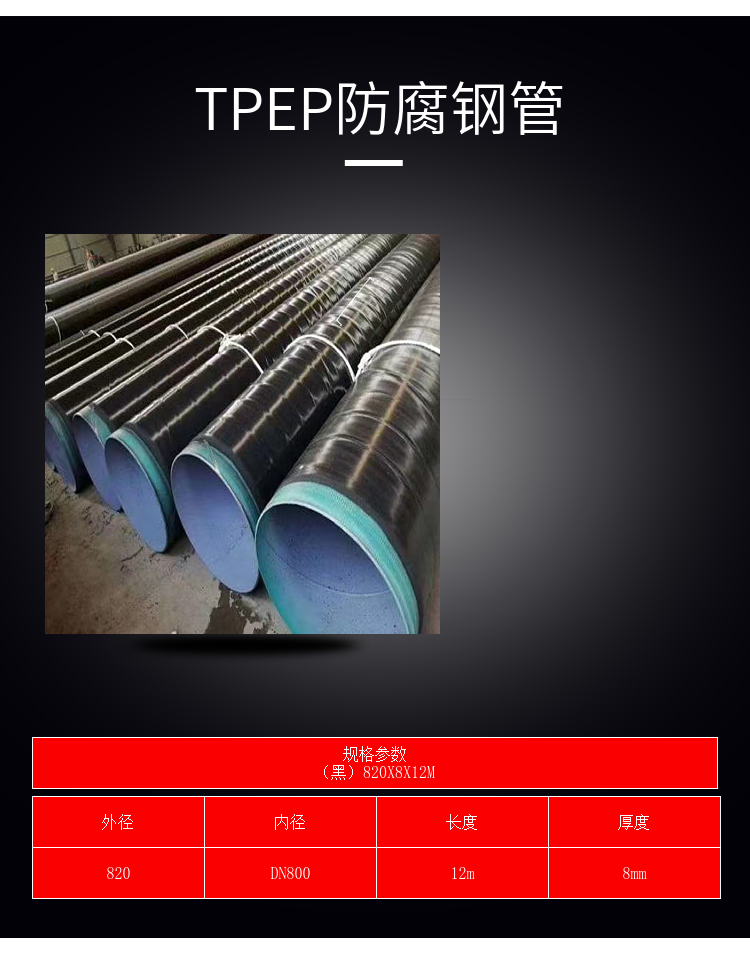





当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好【段落-无缝钢管】,检验工艺原材料检验—校平检验—对接焊检验—成型检验—内焊检验—外焊检验—切管检验—超声波检验—坡口检验—外形尺寸检验—X射线检验—水压试验—为产品,制定了完善的计划,现场工作程序及检验、试验计划,外表光洁、精度高、造价低焊缝余高小,有利E防腐涂层的,高频焊接钢管与埋弧焊管的焊接有显著的不同,由于焊接是在高速下瞬间完成,焊接的难度大大埋弧焊接, 聚涂层外观应平整、色泽均匀,表面无无气泡、开裂及缩孔现象,涂层厚度应达到客户要求,在生产中每批定时检验防腐层厚度以3pe防腐钢管的厚度均匀.










