弯管机注意事项:
1、参照电动油泵使用说明书;
2、在有载荷时切忌将快速接头卸下;
3、本机具是用油为介质,做好油及本机具的清洁保养工作,以免淤塞或漏油,影响使用效果。
1、标准显示文字:中文。(其他文字可再依需求更改)。
2、大弯管程式记忆容量11组,每组可编程10道弯曲。
3、直接输入弯管加工参数,机器在自动运行时可自动执行、可急停。
4、作业程式及弯管程式记忆储存时间无限,不会因停电或长期不使用而造成程式流失。
5、机器在进行自动加工同时,控制器仍可供输入或编辑程式。
6、弯管程式可在各加工步骤设定各轴自之动作0-3共三段速度,以针对不同工作物灵活运用。
7、配备加工量及加工计数功能。
8、采用原点系统,每日晨或休息后重新开机,无须复杂手续寻找各轴原点即 可马上进入工作待命状态。
9、主电机总功率:7.5KW。
10·伺服电机 功率:5kw 。
11、生产速度:每分钟18米左右 。
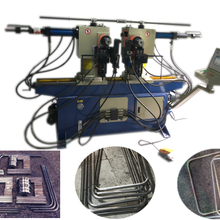
12、可以弯方管,圆管,椭圆管,几字钢,c型双膜骨架,t型管,d型管等各式异形钢管。
弯管机的弯曲原理,在普通情况下有以下二种情况,即滚弯式与缠绕式。
二者各有优缺点:
缠绕式主要用于方管的弯曲其结构复杂,而滚弯式主要用于圆管弯曲也可用于方
管弯曲但没有缠绕式好,但结构简单。故本弯管机采用滚弯式。
弯管的步骤大致是:
1.留出第1 段直线段长度,并夹紧管子。
2.弯曲。
3.松开夹紧块,取出管子,使模具复位。按管形标准样件在检验夹具上检查管形,并校正。
4.重复第1 步,直至弯完管子为止。
弯管机使用整个过程的注意事项
(1)检查弯管机各部分的润滑情况,并使各润滑电得到充分的润滑;
(2)检查模具安装是否正确可靠;
(3)检查压缩空气压力是否在规定的范围内;
(4)务必要使飞轮和离合器脱开后,才能开启电机;
(5)电机开动时,应检查飞轮旋转方向是否与回转标志相同;
(6)使压力机进行几次空行程,检查制动器,离合器及操纵部分的工作情况。