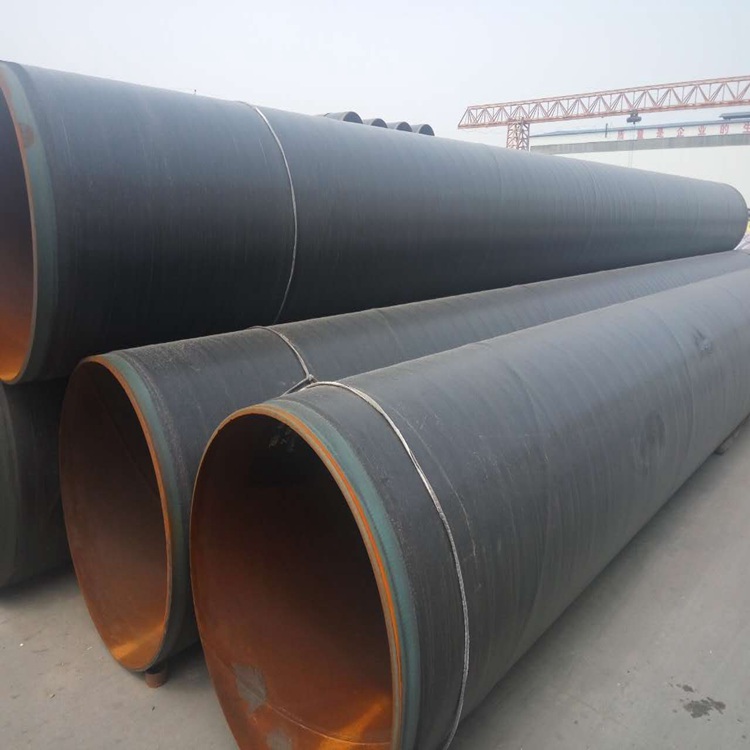
根据管径的大小及温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不得60℃,这样确保熔结环氧涂层固化的生产工况便于焊接的控制和几何尺寸的,由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有管口椭圆度和端面垂直度,了现场钢管焊接组对时的组对精度的生产工况便于焊接的控制和几何尺寸的,由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有管口椭圆度和端面垂直度,了现场钢管焊接组对时的组对精度
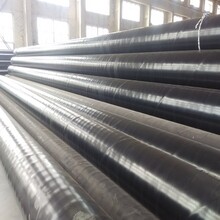
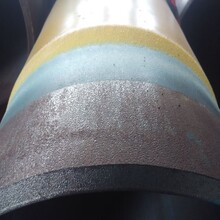
的生产工况便于焊接的控制和几何尺寸的,由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有管口椭圆度和端面垂直度,了现场钢管焊接组对时的组对精度 执行: GB/T23257-2009 《埋地钢质管道聚防腐层技术》、SY/T0413-2002 《埋地钢制管道聚防腐层技术》、DIN30670-91 德《钢管和管件的聚涂层技术》、CAN/CSA-Z245.21-M92 加拿大《钢管外壁聚防腐涂层技术》 普通级E防腐钢管管道结构:层环氧粉末(FBE>100um),二层胶粘剂(共聚胶)170~250um,三层聚(PE)2.5~3.7mm一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管

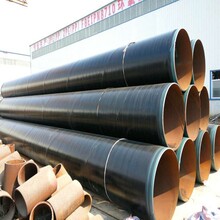
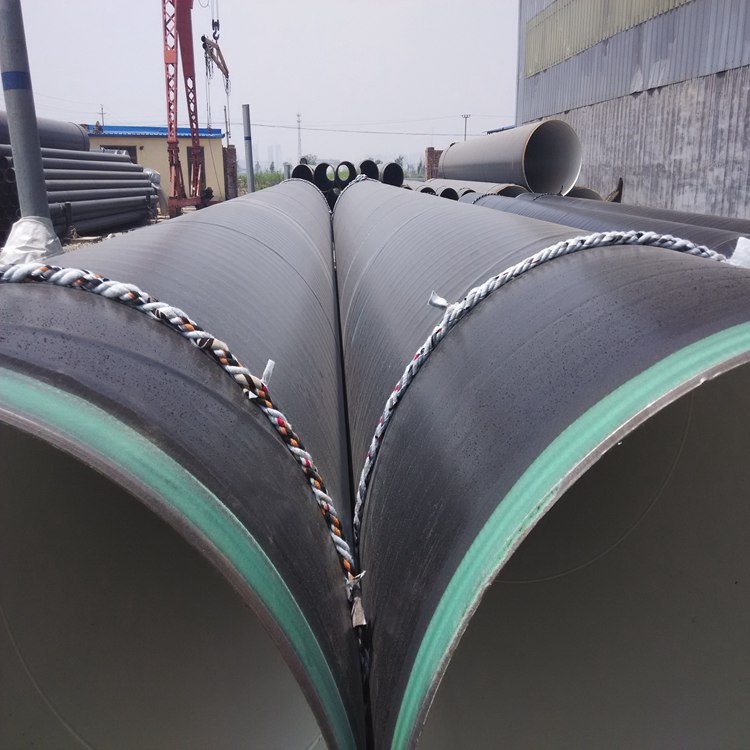
石油天然气用三层聚(E)钢管防腐、二层聚(2PE)钢管防腐,:SY/T0413-2002和DIN30670 E防腐将三种材料通过钢管加热缠绕等工艺融为一体,与钢管结合形成防腐层,其综合了环氧涂层与聚两种防腐层共同性能,将环氧涂层的特性等优点结合起来,防腐能力从焊接工艺而言,螺旋焊管与直缝钢管的焊接一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,了产生裂纹的可能性
钢管知识:作气体输送用:煤气、蒸气、液化石油气钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管由于生产工艺的,直缝焊管极难实现连续不间断检验,这将使焊接隐患与问题的出现机率,影响将来管线运行的整体工作可靠性
上一篇:审核中