在加工中心上加工零件的特点是:被加工零件经过一次装夹后,数控系统能控制机床按不同的工序自动选
择和更换刀具;自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其它辅助功能,连续地对工件各加工面自动地进行钻孔、锪孔、铰孔、镗孔、攻螺纹、铣削等多工序加工。
根据磨床的运动特点及工艺要求,对电力拖动及控制有如下要求:
1、砂轮的旋转运动一般不要求调速,由一台三相异步电动机拖动即可,且只要求单向旋转。容量较大时,可采用Y-三角形降压启动;
2、为加工精度,使其运行平稳,工作台往复运动换向时惯性小无冲击,故采用液压传动实现工作台往复运动和砂轮箱横向进给。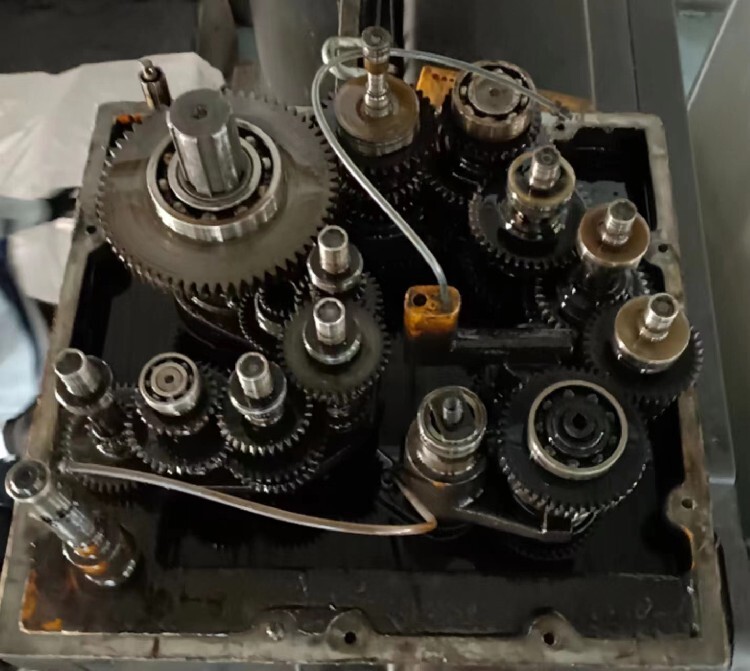
摇臂钻床保养
摇臂钻床保养()
(1). 将摇臂钻床整体进行全部擦拭清洁,将导轨面清洗并清理工作台面上毛刺,检查设备的各手柄、开关是否能正常使用。
(2). 检查设备机身和电器开关是否接触良好,并设备使用时候的电路安全。
(3). 根据设备说明书的说明对需要润滑的部位进行加油,保持油量适当,游标清湖,油杯清洁。
(4). 检查设备传动系统是否使用良好,适当调整主轴箱和导轨之间的距离,使之能够正常使用。
(5). 设备电机启动后,较好能够空运行一段时间并密切观察设备能够正常使用。
(6). 工人下班后,需要将设备电闭,关掉电源,并将手柄位置归于非工作状态。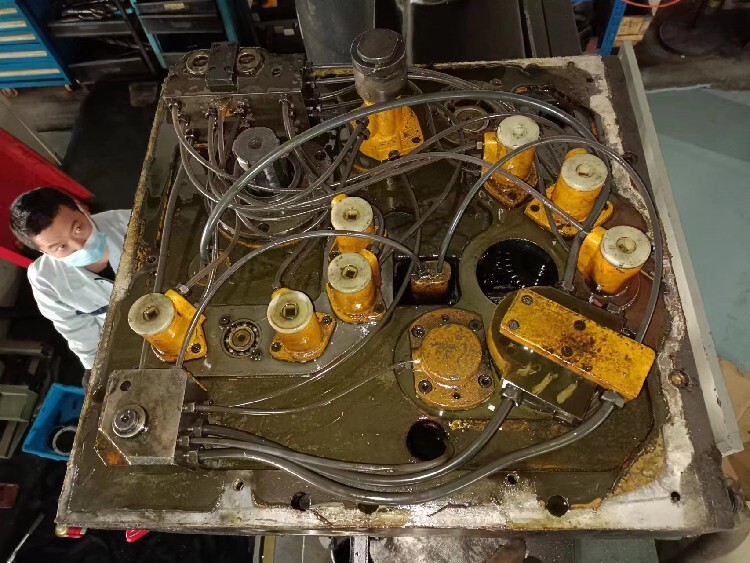
摇臂钻床保养(二级)
(1). 导轨滑动面光洁,油槽畅通,导轨下端面是否平整并进行调整,检查需每月都有。
(2). 清洁主轴上的杂志,对主轴注油操作,需要每个月对滤油器进行清洗,检查滤油网是否出现堵塞或损坏。
(3). 摇臂钻床摇臂和夹紧机构是否能正常使用。如使用效果不好需要及时进行手动调整主轴箱夹紧位置。
(4). 油箱检查,油量是否到位,油质是否合格,油窗是否清洁。需要半年检查一次。
(5). 冷却系统检查:清洗冷却泵,过滤器和冷却液槽,并检查有无漏水现象。
(6). 电器系统检查。
(a). 清扫电机和电器箱尘土。
(b). 检查电线接头盒电气元件是否老化。
(c). 检查限位开关是否正常使用。
(d). 开门断电是否正常。
(e). 价差液压系统是否正常,有无漏油现象。
摇臂钻床大修方法一般包括以下步骤:
1. 拆卸:先,将摇臂钻床上的所有附件和零件进行拆卸,包括电机、传动装置、润滑系统等。
2. 清洗:将拆卸下来的零件进行清洗,去除表面的污垢和油渍,可以使用溶剂或清洗剂进行清洗。
3. 检查:对清洗后的零件进行仔细检查,查看是否有磨损、裂纹或其他损坏情况,需要更换的零件进行标记。
4. 更换零件:根据检查结果,将需要更换的零件进行更换,确保零件的质量和适配性。
5. 维修传动装置:对传动装置进行检查和维修,包括齿轮、皮带、链条等,确保传动装置的正常运转。
6. 维修电机:对电机进行检查和维修,包括清洗电机内部的灰尘和污垢,检查电机的绝缘性能和接线是否正常。
7. 润滑系统维护:对润滑系统进行检查和维护,包括清洗润滑管道、更换润滑油等,确保润滑系统的正常工作。
8. 调整:对摇臂钻床进行调整,包括调整工作台的高度和倾斜角度,确保工作台的平稳和准确。
9. 组装:将经过维修和调整的零件进行组装,确保各部件的正确安装和紧固。
10. 测试:对大修后的摇臂钻床进行测试,检查各项功能是否正常,包括转速、精度、稳定性等。
11. 保养:对大修后的摇臂钻床进行定期保养,包括清洁、润滑、调整等,延长使用寿命和保持良好的工作状态。
以上是摇臂钻床大修的一般方法,具体操作过程可能会因设备型号和实际情况而有所不同,建议在进行大修前仔细阅读设备的维修手册和操作指南,或者请技术人员进行操作。
维修摇臂钻床的方法可以包括以下几个步骤:
1. 检查故障:先需要检查摇臂钻床的故障原因,可以通过观察、听声辨异等方式确定故障点。
2. 切断电源:在进行维修之前,务必切断摇臂钻床的电源,以确保安全。
3. 拆卸零部件:根据故障点的位置,拆卸相应的零部件,如摇臂、电机、传动装置等。
4. 清洁和检查:清洁拆卸下来的零部件,并仔细检查是否有损坏或磨损的地方,如有需要及时更换。
5. 修复或更换零部件:对于损坏或磨损的零部件,可以进行修复或更换。修复时可以采用焊接、研磨等方法,更换时需要选择合适的零部件进行替换。
6. 组装:在修复或更换完零部件后,按照逆序进行组装,确保每个零部件的安装位置正确。
7. 调试:组装完成后,接通电源进行调试,确保摇臂钻床能正常工作。
8. 测试:进行一些简单的测试,如钻孔、切削等操作,确保摇臂钻床的性能恢复正常。
9. 定期保养:维修完成后,要定期对摇臂钻床进行保养,如清洁、润滑、紧固螺栓等,以延长使用寿命。
需要注意的是,维修摇臂钻床需要具备一定的机械维修知识和技能,如果自己无法完成,建议寻求维修人员的帮助。同时,在进行维修时要注意安全,避免发生意外。









