防腐螺旋钢管厂家产品简述:防腐管是指采用特殊工艺对普通钢管进行防腐化处理,使钢管具有一定的防腐能力。一般用于防水,防锈,防酸碱,防氧化等,防腐钢管厂(防腐管)是指采用特殊工艺对普通钢管进行防腐化处理,使钢管具有一定的防腐能力。一般用于防水,防锈,防酸碱,防氧化等。PE(聚乙烯)防腐管就是用科学的的工艺加工而成的管状物品,它广泛应用于石油输送管线、天然气输送管线、城市燃气输送管线、城市供水输送管线、水煤浆输送管线等方面。
防腐螺旋钢管厂家在冶炼控制严格的情况下,防腐螺旋钢管有可能出现分层缺陷,其控制措施为:
1、提高防腐螺旋钢管管坯的塑韧性 提高钢水的洁净度,减少有害夹杂;增加连铸坯等轴晶比例,减少中心偏析和中心疏松;采用合理的冷却制度,避免铸坯内部出现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,减少内部应力,从而管坯和成品管材的组织和力学性能满足技术标准要求;
2、防腐螺旋钢管厂家合理控制加热温度 通过测定热塑性曲线,选择的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高塑韧性;
3、防腐螺旋钢管厂家降低轧辊转速 轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和毛管容易形成分层缺陷。为了消除管坯和毛管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。
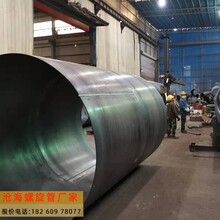
大口径螺旋焊接钢管采用卷板,利用螺旋管焊接生产线一次成型。国内已可生产DN3620mm螺旋焊接钢管。螺旋焊管受加工工艺影响,管材存在较大残余应力,这部分残余应力与管道运行期间工作应力组合后,降低了管道承受内压的能力。另外,螺旋焊接管的焊缝较直缝焊管的焊缝长,这就意味着薄弱环节多,可靠性差。但由于输水工程管道内压一般不算太高,即使螺旋焊接管存在上述问题也不影响其应用。按材质可分为灰口铸铁管和延性铸铁管,由于灰口铸铁管口径不大、材质不稳定,因此事故较多,在输水工程中基本不采用。延性铸铁管也称为球墨铸铁管,其强度比钢管大,延伸率也高出10%。另外,现有些厂家生产的球墨铸铁管没进行退火处理,称为铸态球墨铸铁管,其材质的性能除延伸率低于球墨铸铁管外,其余性能指标均与球墨铸铁管相似,价格也低,应用也较多。大口径螺旋钢管焊接的时候时常会出现一些小缺陷,种,气泡现象,主要黑丝因为氢气没有完全被排除导致的,一般都是在焊道的中间出现,要想去除气泡就除去钢管里面的湿气.第二种,裂纹,这种现象一般分为两种原因,一方面是硫化物侵入到管道的内部产生的,另一方面则是热裂纹,消除这种裂纹的方式很简单,只需要将垫板放在起弧和息弧中间就可以了.第三种,是煤渣,这一般都是金属残留物里自带的一种煤渣.第四种,焊透度的意思就是金属的重叠程度还不够多.第五种,当焊缝中心出现沟槽的时候就说明螺旋钢管出现了咬边的情况.螺旋钢管的这些缺陷比较常见,如果不是大面积的话还是不影响使用的。
大口径螺旋钢管与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。1. 承压流体输送,用螺旋缝埋弧焊钢管SY5036-83,主要用于输送石油、天然气的管线; 承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型; 一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。 现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件diyi部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;沧州龙都管道有限公司主要经营螺旋钢管,双面埋弧焊螺旋管,大口径螺旋管,大口径厚壁螺旋钢管,普通流体输送用螺旋管材质有Q235A,Q235B、20#、Q345(16Mn)等材质螺旋焊管;与L245(B)、L290(X42)、L320(X46)、L360(X52)、L390(X56)、L415(X60)、L450(X65)、L485(X70)、L555(X80) 等材质输送管道螺旋焊钢管。螺旋焊管统称的种类: 螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。其中分为PSL1和PSL2两个级别)、SY/T5040-2000(桩用螺旋焊缝钢管)。 SY/T5037-2000是石油部设标准一般都称做部标 GB9711.1-1997国标螺旋管,石油天然气工业输送钢管,A级 一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。 桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管。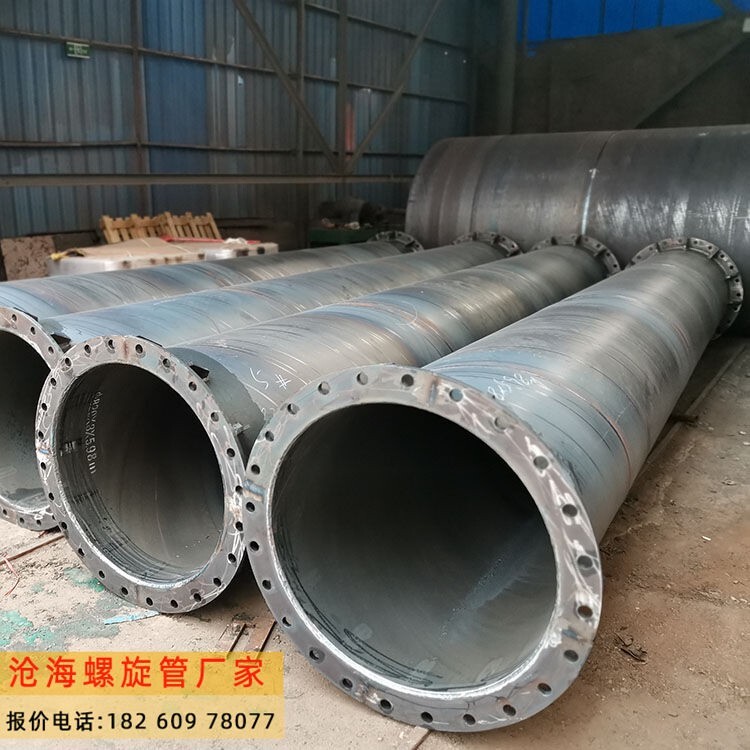
大口径螺旋钢管采用的自动螺旋缝双面埋弧焊机组,与剪切、平头、静水压试验机、传送机和坡口机等组成生产线。其工艺流程如下:
原材料检查→拆卷→初矫→切头对焊→精矫→铣边→递送→成型、内外焊→焊渣清除、外检→自动补焊、X射线检查、拍片及手动超声波探伤复检→管端坡口加工→静水压试验→自动测长、称重→涂层、标志→入库。
螺旋缝双面埋弧焊钢管是采用带钢在常温下成型,经连续焊接而成,并经过严格的理化检验、无损探伤、水压试验等检测手段,产品按GB/T19002-94、ISO9002-94质量体系和GB/T9711.1-1997、SY/T5037-92、APISpec5L标准组织生产。螺旋缝双面埋弧焊钢管质量标准符合DL5017-93标准的要求。GB/T9711.1-1997(A级石油天然气管)、SY/T5037-92(低压螺旋埋弧焊管)、APISpec5L<输送钢管》为产品标准,其质量符合《压力钢管制造安装及验收规范》DL5017-93的要求。
螺旋钢管厂家的主要发展方向是: (1)设计出产新结构的钢管,如双层螺旋大口径螺旋钢管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会泛起脆性破坏;(2)开发新钢种,进步冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断进步管体的强韧性和焊接机能;(3)鼎力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,目前国内直径大螺旋钢管是3.62米,可生产的大厚度是25.4mm,有些螺旋管厂家忽悠消费者可生产30mm乃至40mm的厚度,纯属误导消费者,误导螺旋钢管使用时的设计人员,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修用度;(4)出产大直径厚壁管以进步耐压能力。大口径螺旋钢管公司让一切变得更美好,蓬勃的发展着。