对于硬齿面齿轮的加工,主要技术方向为:
(1)滚刀材质和涂层技术
,可提高滚齿的效率和机床利用率。
(2)砂轮技术,
随着微控制技术的进步,砂轮的磨料排列方式及形状将更为可控,更为优化的砂轮将实现更高的磨削效率与更高的工件质量。
(3)加工智能化,
机床在自动抓取工件的基础上,对工件进行辨认和识别,对有质量问题的工件进行预先判定。
(4)绿色加工,
机床的能源利用效率将会更高;油气分离技术将降低机床对空气的污染;新的干切技术,也会大量降低油品的使用量,使加工过程更为环保。
硬齿面减速机采用了斜齿轮传动,在闭式啮合时效率为0.95--0.98,理论大传递功率《50000kw;速度v/(m/s) < =130;对于二次包络蜗轮付,在加工精度较高、润滑情况良好的情况下,其传动只能达到0.95,但在一般的蜗杆传动中,其效率一般范围是0.70-0.92。由于受发热限制,大传递功率Pi(kw)=750,但通常《50 kw。高速、大规格拉丝机已经成为了市场的主流,其中大功率的电机在大规格拉丝机上的应用相当普遍,采用传动的硬齿面齿轮传动形式,会给用户带来较好的经济效益,有良好的市场预期。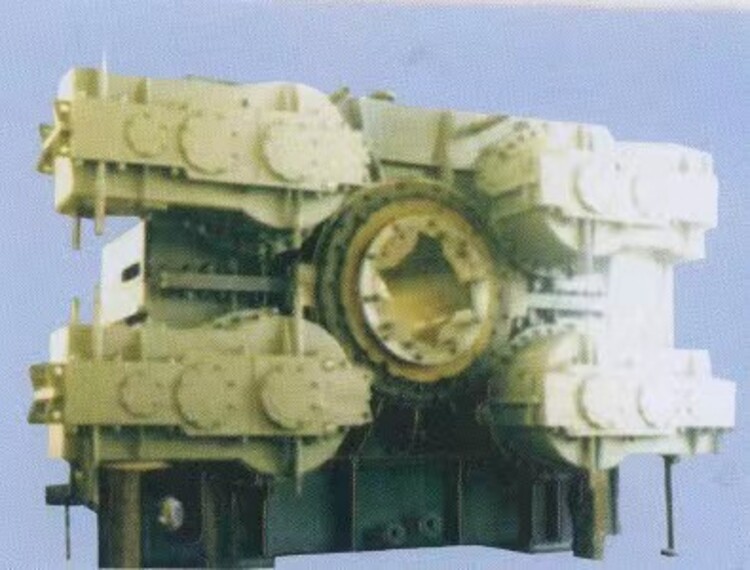
减速器的级传动为格里森制弧齿锥齿轮,第二、第三级传动则为渐开线圆柱斜齿轮。
减速器的润滑:一般情况下,减速器的齿轮和轴承采用油池飞溅润滑,自然冷却。只有当减速器工作平衡温度超过规定值,或承载功率超过热功率PG1时,方采用循环润滑,或采用加冷却管的油池润滑。