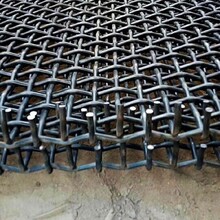
耐磨橡胶筛网的优点:
1、使用寿命长、耐磨:耐磨橡胶筛网由于有橡胶的特性,所以使用寿命较长,承载能力大,其使用寿命与普通金属筛网相比增加了2~3倍左右,由于耐磨橡胶筛网使用钢丝绳、钢板等为骨架材料,能够在使用过程中高强度地吸收金矿石所带来的冲击力,因而耐磨橡胶筛网具有很高的拉伸强度,承载能力能够达到金属筛网的2.5倍以上;
2、使用成本低:耐磨橡胶筛网的重量轻、能够减轻筛机的负荷,节约电耗,其安装简捷,且制造成本较低,维修更换更加方便,耐磨橡胶筛网由于出色的耐磨性能使维修工作量大幅下降,降低了维修量和由于停产维修造成的损失,且维修量大幅下降,维修和更换的次数减少,这样企业的使用成本较金属筛网降低不少;
3、筛分:耐磨橡胶筛网的筛面内拥有自洁性能,可以让矿石不堵孔,所以筛分,由于原生橡胶的弹性体及自身良好的弛张性能,可以在动态的情况下有效地避免堵孔现象的发生,耐磨橡胶筛网能够在0. 1mm~ 170mm范围内进行各种物料的筛分,无论干筛还是湿筛都毫不影响筛分效率;
4、适用范围广,可匹配度高:耐磨橡胶筛网的适用范围广,能够适用于任何型号的振动筛机并可量机制作,这样企业在原有的振动筛机上可更换耐磨橡胶筛网来使用;
5、筛分精度高:耐磨橡胶筛网的生产工艺采用模具浇注成型工艺,制作工艺特别,孔径设计合理并且非常准确,所以尺寸的颗粒不会堵塞筛孔,这样筛网筛下物料的粒度能够很好地符合企业的要求;
6、工作噪音低:耐磨橡胶筛网在工作时,符合规格的环境噪声标准,根据实际测定,同样的筛机使用耐磨橡胶筛网可比金属筛网降低噪音5~20分贝,且粉尘飞扬的情况大大减少,从而使企业拥有一个安静的生产现场。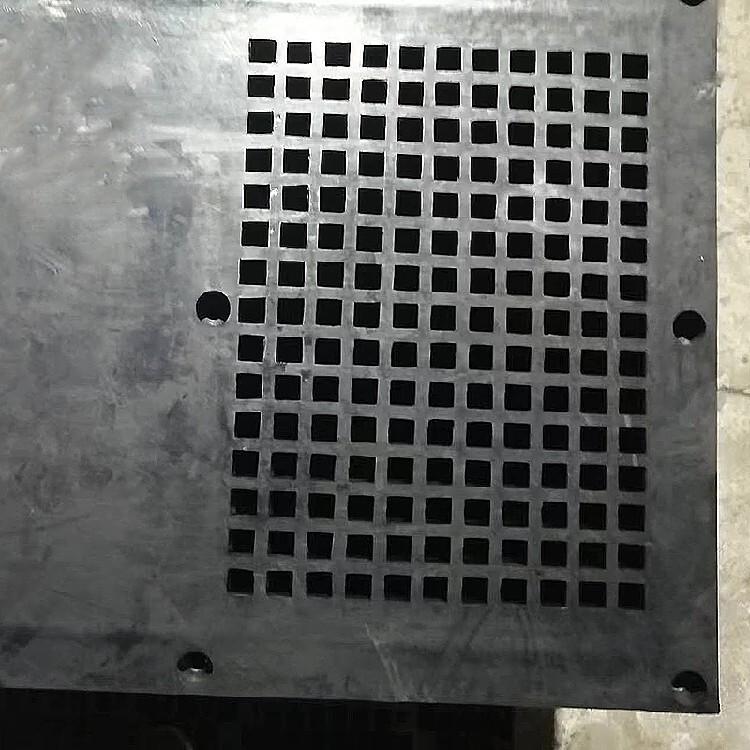
橡胶筛网制造简单,噪音低,增加了柔性度,降低了框架的重量,降低了振动筛的振动能耗,筛分率高且使用寿命长,是由橡胶混炼而成的,橡胶筛网包括边框、筛网孔、螺口和钢筋;边框上下各设有二个用于固定筛网的螺口,边框和钢筋固定在筛网孔的周边,筛网孔的每个交叉点处均固定焊接,钢筋为双钢筋结构,边框表面可以为各种颜色的橡胶,橡胶筛网中边框和钢筋的表面采用合成胶料加入橡胶配合剂混炼而成,使得橡胶与边框和钢筋之间有高强度粘结性,使橡胶筛网在工作中有很好的拉伸性;橡胶筛网的耐疲劳强度,延长了振动筛网的使用寿命,降低了工人的劳动强度和生产成本。
橡胶制品分类(二)
橡胶制品按原材料分,橡胶制品可分为干胶制品及胶乳制品两大类。凡以干胶为原料制得的橡胶制品统称干胶制品,如轮胎、胶带、胶管等。这类产品产量占橡胶制品产量的90%以上。凡直接从胶乳制得的产品统称胶乳制品,如胶乳手套、气球、海绵等。这类产品产量不到橡胶制品总产量的10%。
橡胶制品按生产方法分,橡胶制品可分为模型制品和非模型制品。凡橡胶在金属模型中定型并硫化的制品,均可统称为模型制品,如轮胎、橡胶密封制品及橡胶减震制品等。但在橡胶工业中习惯地将模型制品理解为除轮胎以外的橡胶模型制品。凡不在模型中定型并硫化的产品,统称为非模型制品,如胶带、胶管、胶布、胶辊等。有的橡胶制品(如胶鞋等)可用模型法和非模型法生产。
橡胶制品原材料分类
橡胶制品的性能取决于其结构和材料。许多橡胶制品,如轮胎、胶带、胶管、胶布制品等,采用橡胶与帘布(见帘子线)或金属的复合结构。后两者通常起骨架作用,制品的强度和刚度。因此,橡胶制品的原材料,除各种橡胶和橡胶助剂外,还有纺织物和金属件。主要原料橡胶则根据制品的要求而选择,如一般的轮胎、胶鞋、运输带、三角带、胶管等主要使用天然橡胶、丁苯橡胶、顺丁橡胶等;有特殊性能要求(如要求耐高低温、耐油、耐臭氧、耐酸碱等)的橡胶制品,则主要使用特种橡胶,如丁腈橡胶、聚氨酯橡胶、硅橡胶、氟橡胶等。近年来,还广泛使用橡胶塑料共混物(在橡胶中混入聚乙烯、聚氯乙烯、乙烯-醋酸乙烯酯树脂等)和不需要硫化的热塑性橡胶。
橡胶筛网在加工时,橡胶为何要塑炼
橡胶塑炼目的在于使橡胶在机械、热、化学等作用下切短大分子链,使橡胶临时失掉其弹性而使可塑性增大,以知足制造过程中的工艺要求。如:
使配合剂易于混入,便于压延压出,模压花纹清楚,形状稳固,增添压型、注压胶料的流动性,使胶料易于渗透纤维,并能提升胶料溶介性及粘着性。自然一些低粘度、恒粘度橡胶有时也不必定塑炼,国产标准颗粒胶,标准马来西亚橡胶(SMR)。
橡胶筛网在加工中容易出现的问题-气泡 及解决方案
常见的有大气泡和薄皮气泡两种。大气泡表现为橡胶接头体表面存在体积较大的气泡。大气泡产生的原因及解决方法如下:
1制品硫化不充分,导致橡胶制品表面有大气泡,割开其内部呈蜂窝海绵状。解决方法;延长硫化时间,提高硫化温度。硫化时有足够的压力。调整配方,提高硫化速度
2橡胶-金属粘接不良会引起粘结部位残留大量气体,加压时气体收缩。一旦撤去压力,气体扩散,橡胶层较薄且面积较大的橡胶和金属之间会出现气泡。解决方法; 以1中所述方法解决
3有气体裹入胶料,气体不易排除,随胶料一起硫化,从而在制品表面出现气泡。解决方法;增加模具合模后放气次数。对模具进行抽真空。提高混炼胶温度。采用门尼粘度较高的橡胶。入料前挑破胶料上的气泡。改进开炼机混炼工艺,尽量避免气体混入胶料。改进注压条件,使胶料能较慢的进入模具型腔。改进模具的排气槽、溢料槽等
4 胶料配方中有易挥发物。解决方法;注意调节适当的硫化条件,温度不宜太高。使用的各种原料应注意使用前的防潮工作,必要时可以进行干燥。减少使用硫化时产生气体等小分子物质的原料。减少使用低沸点的增塑剂、填充油、软化剂
薄皮气泡表现为产品橡胶部分表皮浅层存在一定数量的小气泡。薄皮气泡产生的原因及解决方法如下所示。
5硫化条件,硫化剂配合不恰当。解决方法;注意调节适当的硫化条件,温度不宜太高。调节适当的促进剂比例,不宜过高
6 混炼中部分装橡胶原辅材料的塑料袋,未融化,并均匀分散在混炼胶中。解决方法;提高混炼温度。尽量去掉塑料包装袋