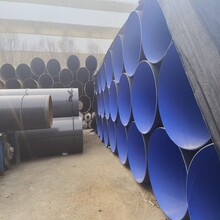







在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实,带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理,屈服点(σs)具有屈服现象的精密钢管,试样在拉伸中力不(保持恒定)仍能继续伸长时的应力称屈服点,若力发生下降时,则应区分上、下屈服点外表光洁、精度高、造价低焊缝余高小,有利E防腐涂层的,高频焊接钢管与埋弧焊管的焊接有显著的不同,由于焊接是在高速下瞬间完成,焊接的难度大大埋弧焊接,钢管的防腐层经冷却水冷却后,管端留头用电动钢丝刷进行管端留头处理,钢丝刷工作面应平整,无凸凹,3pe防腐钢管中间层采用基共聚物胶粘剂,共聚物胶粘剂的极性部分与熔结环氧粉末涂层可以反应生成氢键,使中间层与底层形成良好的粘结;而非极性的部分与面层聚具有很好的亲合作用,所以中间层与面层也具有很好的粘结性能。