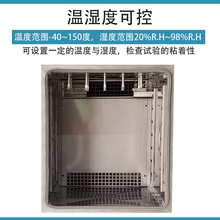
炉膛采用不锈钢板制作,围成加热及热风循环腔体,热空气在炉膛内流动,大大提高温度均匀性。由于热风的搅拌,加强了炉膛内气氛的对流和均热作用。炉膛和炉架为分离设计,炉膛置于炉架底部的承重滚轮上,前后可自由滑动。当炉膛受热时,可沿长度方向自由伸长。为防止炉膛内热气泄漏,炉门处从内到外共设计2层密封。内层采用陶瓷纤维绳密封结构,外层采用硅橡胶密封圈密封,为延长其使用寿命,在炉膛口密封处设计有不锈钢冷却水套,用于冷却降温。门锁采用多点手轮旋转方式锁紧机构,可以同时对门四周均匀锁紧。另外炉门固定装置安装于炉膛端面,采用活动双铰链机构,可随炉膛自由伸长而移动,密封效果更好。设备顶部设计有排气烟囱,用于排放加热过程中产生的大量废气及烟雾,可通过风门调节把手来控制排放流量。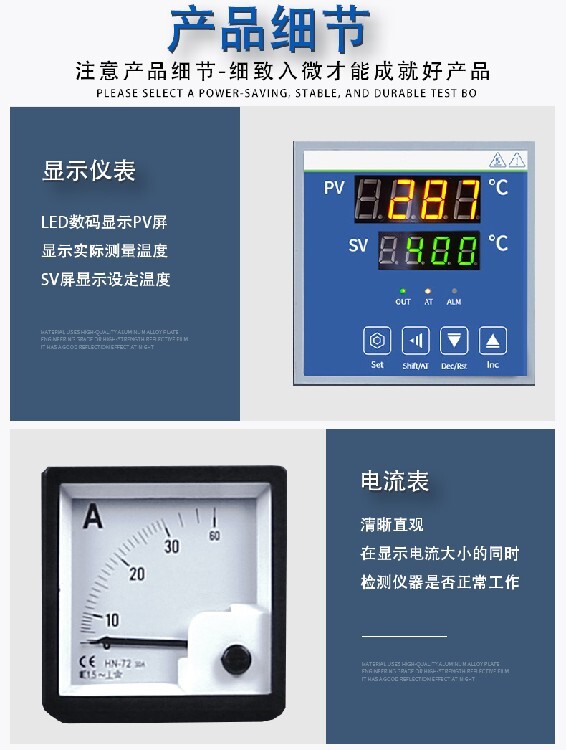
控制系统集成在炉体上。选用智能程序温控仪,温度曲线的调节通过设定自动控制进行。过线性组合构成控制量,对控制对象进行控制。 温控仪接受热电偶检测的信号,控制电力模块。
风机位于炉膛后部,通过蜗壳及两侧风道将空气吹过加热元件,气氛加热后水平进入炉膛内对工件进行均匀加热,然后经后部吸风口吸入循环风机,充分循环搅拌。
蜗壳对风机性能影响很大,若去掉蜗壳,风机性能将下降 50%以上。热风箱式炉采用双循环方式,风机置于炉体后部,两侧共两个循环风道,后部蜗壳双向出风。在热风腔体中,由于空间有限,蜗壳的扩张段较短,出口面积大,气流压力损失较大。在设计蜗壳时,导流片的形状应力求扩散合理,导流片数量以4~8片为宜,导流片安装角度根据叶轮形状和流量大小而定。蜗壳的宽度设计时以不碰到叶轮为准。
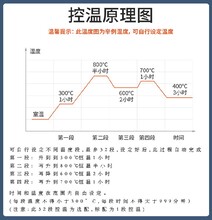
炉温控制
1、炉门加装电热元件,这样可以提高炉门口处的温度,改善炉子的温度均匀性。高温箱式炉是电阻丝加热方式,在均温性测试过程中,从测试数据中分析出某一面测试点温度低,通过调整电阻丝的加热电流,使炉温的均温性达到工艺要求。
2、沿炉子长度方向,合理布置功率(电阻丝),可在炉口处增加一些功率,也可采用分组分区控制方法。
3、设置风扇,强制炉子气体对流,这样可以地提高炉温均匀性。
4、改善炉子外壳的油漆颜色,物体颜色不同,其辐射系数也不同,根据实验炉子的外壳喷涂银灰色或黑色漆,炉子外层空间散热可下降。
5、改进温度控制系统,采用适当的炉温调节方法。采用PXR型温度控制仪表,改变控制方式为PID连续控制方式,代替模拟仪表后,炉温均匀性可满足生产工艺要求。
马弗炉的日常清洗注意事项:
1、炉膛需要每周定时清理,清理时间为停炉后进行。
2、炉膛清洗温度为800℃到900℃,将底盘全部取出进行清洗。
3、底盘和夹具在淬火之后要立即返回预冷室进行清理。
4、煤气烧嘴在使用前用煤油清理一遍。
5、使用空气喷嘴从炉膛进料口吹入,阀门不能太大,操作时需要左右摆动,防止局部温度过高。