济南竞宇新材料技术有限公司承接不锈钢化工储罐的酸洗钝化加工,是一个细致且关键的环节,它直接关系到储罐后续使用的耐腐蚀性能及安全性能。在完成了前期的准备工作,如清洁储罐内外表面,去除油污、焊渣等杂质后,便进入了正式的酸洗钝化阶段。 ,我们会根据储罐的具体材质和所要处理的介质,配制酸洗钝化液或者是酸洗钝化膏,。酸洗钝化液或者酸洗钝化膏能有效去除不锈钢表面的氧化皮和锈蚀,同时控制好操作的时间,表面出来的效果是银白亮色很漂亮的。 接下来,采用涂抹酸洗钝化膏或者循环喷淋的方式,将酸洗液均匀施加于储罐内壁。此过程需控制好时间,既要酸洗钝化效果,又要避免对不锈钢基体造成损害。 酸洗钝化完成后,立即进行清水冲洗,去除残留的酸液,避免产生“氢脆”现象。酸洗钝化处理,即在储罐表面形成一层致密的钝化膜,以提高其抗腐蚀能力。 后,对处理后的储罐进行全面检查,包括目视检查、厚度测量及必要的性能测试,确保所有指标均符合设计要求。同时,做好施工记录,为后续的维护保养提供重要参考。 通过上述步骤的精心操作,不锈钢化工储罐的酸洗钝化加工得以顺利完成。
不锈钢酸洗钝化的原理 酸洗过程:通过酸性溶液对不锈钢表面进行处理,利用酸性溶液的化学腐蚀作用去除钢材表面的氧化皮、锈斑以及其他杂质。常用的酸性溶液包括硝酸、盐酸、硫酸等强酸,用于脱垢和清洁表面。 钝化过程:在酸洗后,通过化学或电化学方法在不锈钢表面形成一层致密、均匀的氧化层或其他化合物膜,以提高不锈钢的耐蚀性和抗氧化能力。这层膜能有效减少金属与腐蚀介质的直接接触,从而保护不锈钢免受进一步腐蚀。
济南竞宇新材料技术有限公司配有5名研发工程师,和多所高校合作,联合开发升级产品,不断满足更多客户需求。
不锈钢酸洗钝化液的主要成分包括酸性成分、表面活性剂、缓蚀剂和抑雾剂。 酸性成分:有机酸、无机酸等,这些成分在起到清洁和去除金属表面杂质的作用,通过其酸性特性有效去除焊接残留物、氧化层和金属杂质,使金属表面得到清洁和平整的处理。 表面活性剂:有助于钝化液渗透,使得酸性成分能够更好地作用于金属表面。 缓蚀剂:防止金属在酸洗和钝化过程中出现过腐蚀和氢脆现象。 抑雾剂:抑制酸雾的产生,减少工作环境中的酸雾污染,提高工作环境的安全性。 不锈钢酸洗钝化液使用不仅简化了传统的除油、酸洗和钝化工艺,而且由于其稳定的膏剂特性,运输方便并可长期保存,随用随取,方便快捷。使用前需清洗干净金属表面的油污和杂质,以免影响钝化作用。一般采用浸泡或喷涂的方式涂抹在金属表面上,然后在室温下静置一段时间,使钝化液渗透进金属表面形成氧化层,从而达到防腐的目的。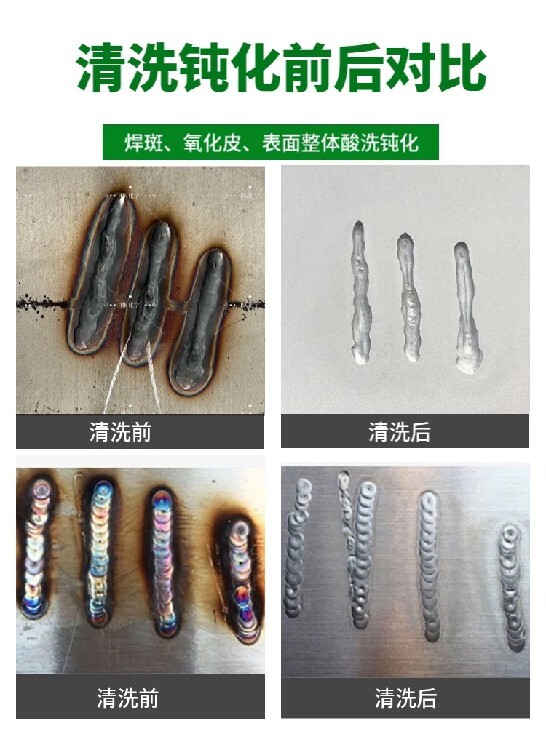
不锈钢酸洗钝化液由钝化剂、助洗剂、表面活性剂、稳定剂、缓蚀抑雾剂、光亮剂、填充剂等科学配伍而成,面向全国市场,为不锈钢精细加工行业、压力容器行业、冶金行业、化工反应釜行业服务。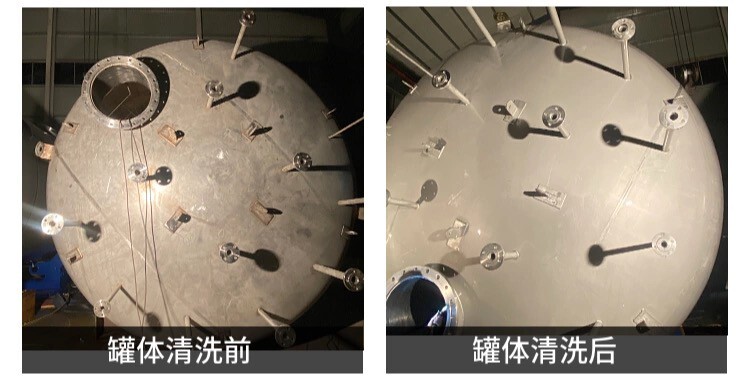
不锈钢酸洗钝化前处理
1、不锈钢工件酸洗钝化前如有表面污物等,应通过机械清洗,然后除油脱脂。 如果酸洗液与钝化液不能去除油脂,表面存在油脂会影响酸洗钝化的质量,为此 除油脱脂不能省略,我公司研发的金属清洗剂、除油脱脂剂、超声波清洗剂、固体除油粉都可以采用。
2、 酸洗液及冲洗水中 Cl-的控制 某些不锈钢酸洗液或酸洗膏生产使用的添加剂以及水采用自来水,氯离子含量较多,从防止应力腐蚀破裂来说是不太适宜的。此外,对初步冲洗用水可采用工业水,但对终清洗用水要求严格控制卤化物含量。通常采用去离子水。如奥氏体不锈
钢压力容器进行水压试验用水,控制 C1-含量不超过 25mg/L,如 无法达到这一要求,在水中可加入硝酸钠处理,使其达到要求,C1-含量超标, 会破坏不锈钢的钝化膜,是点蚀、缝隙腐蚀、应力腐蚀破裂等的根源。
3、清洗完成后,我公司可年费提供蓝点检测液,进行蓝点检测,同时提供第三方检测报告。
为什么要用不锈钢酸洗钝化液
不锈钢酸洗钝化目的:
不锈钢在热加工、热处理、焊接和切断时,由于某些化学反应产生黑色氧化皮。如果对其放任不管,就会渐渐地从工件表面开始腐蚀,不久便会波及工件深部,导致其耐久性明显下降,因此,原则上应完全清楚氧化皮,这是不锈钢作业上一道很重要的工序。清除氧化皮的方法有酸洗剂化学法和切削、喷丸、研磨等机械法。从与不锈钢钝化处理的关系上看,化学处理法是合理的。
不锈钢酸洗钝化工艺:
前处理——漂洗——酸洗钝化液——漂洗——烘干



