水冷板的强度。采用深孔加工,或者尽量小面积焊接是提高强度的方法;可以分多处小块焊接,尽量避免大面积盖板焊接 水冷板的承压和泄漏测试 依照客户规格对产品性能进行测试 承压和泄露测试。水冷板通常要求产品测试压力为正常使用压力的2~3倍,保压时间一般在15~120min之间。
干燥的空气通入产品,保压2小时,产品放入水中或者焊缝涂上肥皂液观察产品是否泄露。鉴于气体的可压缩性,气体测试通常比较危险,产品若承受不了气体的高压,压缩气体瞬间释放能量会产生爆炸,该方法在实际操作中较少使用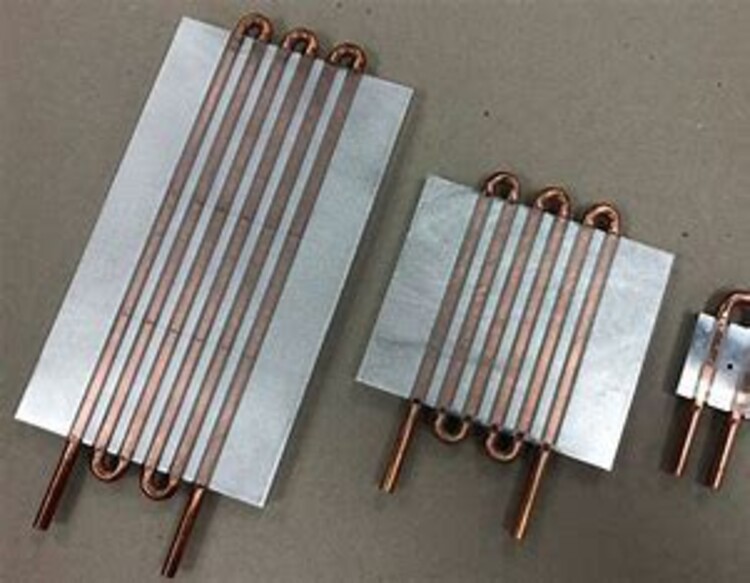
一般说来,水冷板为无风机设计,辅以动态、、智能化的冷却技术可以有效降低制冷能耗的成本,实现、准确的热量交换,其缺点是存在意外漏水的弊端,因此,对水冷板的加工制作工艺提出了很高的要求。 是一些大功率器件,如SVG、变频器、逆变器、IGBT等等,这些器件都可以使用水冷板散热器进行散热,而且散热效果非常好。
推动水冷板不断迭代和发展的一个重要因素是:提高导热效率。 提高导热效率通常有以下几种方案: (1)提高冷板与电芯的接触面积; (2)提高冷板与电芯之间界面的导热率; (3)提高冷板自身(材料)的导热性能; (4)调整流道设计,提高流体自身的换热效果; (5)不同冷板布置方案。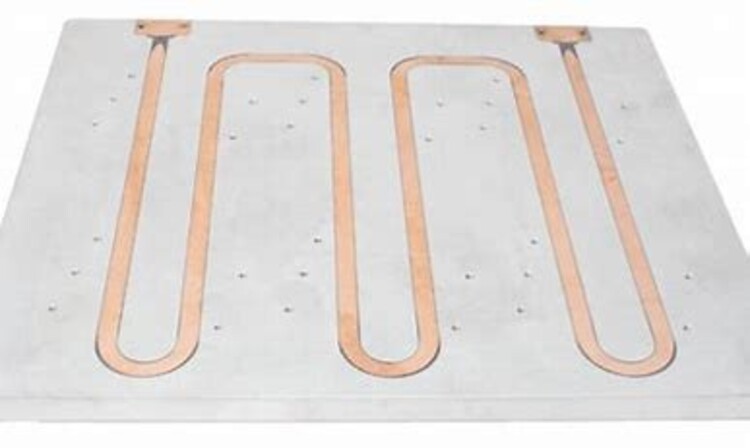
功率大的损耗的电子产品常见逼迫液体冷却的冷轧钢板设备来调节网络热点环境温度,水冷板由传热系数强的铜或铝做成,将水循环式系统置入冷轧钢板内部结构,电子组件立即固定于冷轧钢板上,运用循环内流动水来挥发电子组件传出热量。在电力电子技术操纵、变换、推动、数据传输等行业及其新能源市场(新能源车动力锂电池排热、UPS及储能设备排热、大型服务器排热、大中型太阳能逆变器排热、SVG/SVC排热等),为追求能、低噪声低温运作,且遭受空间限制时,排热难题变成产品研发理想化较大限定,液冷散热技术性变成优选热管理方法。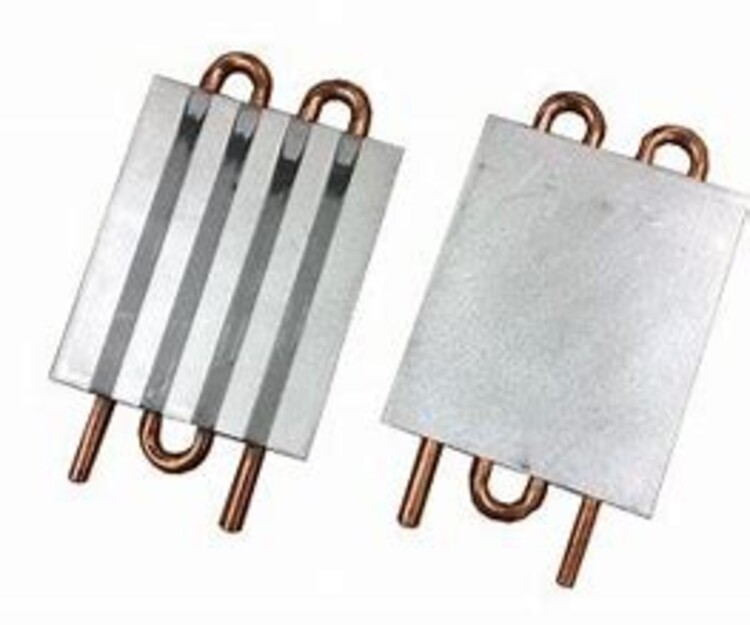
运用挤压工艺将冷轧钢板过流道立即成形,然后通过机加工方法连通循环系统,一般采用摩擦焊接、纤焊电焊焊接等焊接方法开展密封性,此加工工艺生产,成本费用低;不太适合排热相对密度太大,表层不适宜过多螺丝口而限定水路迈向或减少稳定性。广泛应用于:动力锂电池水冷式散热加热系统、分水镇盒及其规范功率模块一体化排热商品。