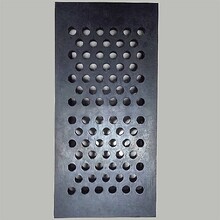
橡胶筛网在筛分设备中使用,与金属筛板相比,有以下几个主要特点:
1、能高度地吸收冲击力,所以有良好的抗磨损性能,在正常情况下,耐磨橡胶筛网有较长的寿命。
2、噪音低、粉尘少,根据测定,相同的筛机使用耐磨橡胶筛网比用金属筛板可降低噪音5-20分贝左右,并能明显地减少粉尘飘扬,使车间得到一个宁静清洁的工作环境;
3、比重小、易安装、易装卸运输,筛网重量不到15Kg左右,既减轻了设备的本身重量,又相应减少了筛机的动力消耗;
4、由于耐磨橡胶筛网本身的结构,使其筛孔具有弛张性能,(即在外力作用下孔径有小的周期性变化),且筛孔呈倒锥形,所以不易堵孔,具有较好的自净能力;
5.筛分精度高,由于筛孔是成型一次冲成,所以尺寸准确,具有编织筛面不可能有的筛分精度。
耐磨橡胶筛网的优点:
1、使用寿命长、耐磨:耐磨橡胶筛网由于有橡胶的特性,所以使用寿命较长,承载能力大,其使用寿命与普通金属筛网相比增加了2~3倍左右,由于耐磨橡胶筛网使用钢丝绳、钢板等为骨架材料,能够在使用过程中高强度地吸收金矿石所带来的冲击力,因而耐磨橡胶筛网具有很高的拉伸强度,承载能力能够达到金属筛网的2.5倍以上;
2、使用成本低:耐磨橡胶筛网的重量轻、能够减轻筛机的负荷,节约电耗,其安装简捷,且制造成本较低,维修更换更加方便,耐磨橡胶筛网由于出色的耐磨性能使维修工作量大幅下降,降低了维修量和由于停产维修造成的损失,且维修量大幅下降,维修和更换的次数减少,这样企业的使用成本较金属筛网降低不少;
3、筛分:耐磨橡胶筛网的筛面内拥有自洁性能,可以让矿石不堵孔,所以筛分,由于原生橡胶的弹性体及自身良好的弛张性能,可以在动态的情况下有效地避免堵孔现象的发生,耐磨橡胶筛网能够在0. 1mm~ 170mm范围内进行各种物料的筛分,无论干筛还是湿筛都毫不影响筛分效率;
4、适用范围广,可匹配度高:耐磨橡胶筛网的适用范围广,能够适用于任何型号的振动筛机并可量机制作,这样企业在原有的振动筛机上可更换耐磨橡胶筛网来使用;
5、筛分精度高:耐磨橡胶筛网的生产工艺采用模具浇注成型工艺,制作工艺特别,孔径设计合理并且非常准确,所以尺寸的颗粒不会堵塞筛孔,这样筛网筛下物料的粒度能够很好地符合企业的要求;
6、工作噪音低:耐磨橡胶筛网在工作时,符合规格的环境噪声标准,根据实际测定,同样的筛机使用耐磨橡胶筛网可比金属筛网降低噪音5~20分贝,且粉尘飞扬的情况大大减少,从而使企业拥有一个安静的生产现场。
基本工艺流程
橡胶筛板、筛网种类繁多,但生产工艺过程,却基本相同。以一般固体橡胶生胶为原料的橡胶制品的基本工艺过程包括:塑炼、混炼、压延、压出、成型、硫化6个基本工序。当然,原材料准备、成品整理、检验包装等基本工序也少不了。
橡胶筛板的加工工艺过程,主要是解决塑性和弹性性能这个矛盾的过程,通过各种工艺手段,使得弹性的橡胶变成具有塑性的塑炼胶,再加入多种配合剂制成半成品,然后通过硫化使具有塑性的半成品又变成弹性高、物理机械性能好的橡胶筛板。
橡胶筛网原材料的塑炼
生胶富有弹性,缺乏加工时必需的可塑性性能,因此不便于加工。为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性〔渗入纤维织品内和成型流动性。
将生胶的长链分子降解,形成可塑性的过程叫做塑炼。
生胶塑炼的方法有机械塑炼和热塑炼两种。机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态。热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性。
橡胶筛网的质检
1.外观检验
筛板表面应整洁,无飞过,毛剌等,且不允许有杂质,无明显划痕,泡状突起.表面纹路自然,表面无可见的微粒,无折射缺陷及浇注口印迹,流痕等. 目测和手感
2.尺寸检查
橡胶筛板尺寸按规定程序批准的产品设计图纸和各相关的GB标准制造,符合产品图样或技术文件的要求. 卷尺和卡尺
3.耐燃油性检查
样品在40OC的环境温度下,放在燃油中浸泡48h后,其本积变化率应小于10%,硬度变化为-25RHD以内,拉断强度变化率应在-35%以内,拉伸变化率在-20%以内。
橡胶筛网的质检(二)
4.耐润滑油性检查
样品在70OC的环境温度下,放在润滑油中浸泡72h后,其体积变化率在-10%~+15%之间,硬度变化为-5~+10RHD之间,拉断强度变化率应在10%以内,伸长变化率在-30%以内。
5.硬度检查
筛板硬度应符合产品图纸或技术文件的要求。常用橡胶件的材质及硬度值,仅作为一般批产件验收参考,如有特殊要求时,请以经确认的技术要求执行。
橡胶工业制品类橡胶制品:
①胶带-运输带、传送带等;
②胶管-夹布胶管、编织胶管、缠绕胶管、针织胶管、特种胶管等;
③模型制品-橡胶密封件、减震件等;
④压出制品-纯胶管、门窗密封条、各种橡胶型材等;
⑤胶布制品-生活和防护胶布制品(如雨衣)、工业用胶布制品(如矿用导风筒)、交通和储运制品(如油罐)、救生制品(如救生筏)等;
⑥胶辊:印染胶辊、印刷胶辊、造纸胶辊等;
⑦硬质胶制品:电绝缘制品(蓄电池壳)、化工防腐衬里、微孔硬质胶(微孔隔板)等;
⑧橡胶绝缘制品-电线、电缆等;
⑨胶乳制品-浸渍制品、海绵、压出制品、注模制品等;
橡胶筛网在加工时,橡胶为何要塑炼
橡胶塑炼目的在于使橡胶在机械、热、化学等作用下切短大分子链,使橡胶临时失掉其弹性而使可塑性增大,以知足制造过程中的工艺要求。如:
使配合剂易于混入,便于压延压出,模压花纹清楚,形状稳固,增添压型、注压胶料的流动性,使胶料易于渗透纤维,并能提升胶料溶介性及粘着性。自然一些低粘度、恒粘度橡胶有时也不必定塑炼,国产标准颗粒胶,标准马来西亚橡胶(SMR)。
橡胶筛网在加工中容易出现的问题-气泡 及解决方案
常见的有大气泡和薄皮气泡两种。大气泡表现为橡胶接头体表面存在体积较大的气泡。大气泡产生的原因及解决方法如下:
1制品硫化不充分,导致橡胶制品表面有大气泡,割开其内部呈蜂窝海绵状。解决方法;延长硫化时间,提高硫化温度。硫化时有足够的压力。调整配方,提高硫化速度
2橡胶-金属粘接不良会引起粘结部位残留大量气体,加压时气体收缩。一旦撤去压力,气体扩散,橡胶层较薄且面积较大的橡胶和金属之间会出现气泡。解决方法; 以1中所述方法解决
3有气体裹入胶料,气体不易排除,随胶料一起硫化,从而在制品表面出现气泡。解决方法;增加模具合模后放气次数。对模具进行抽真空。提高混炼胶温度。采用门尼粘度较高的橡胶。入料前挑破胶料上的气泡。改进开炼机混炼工艺,尽量避免气体混入胶料。改进注压条件,使胶料能较慢的进入模具型腔。改进模具的排气槽、溢料槽等
4 胶料配方中有易挥发物。解决方法;注意调节适当的硫化条件,温度不宜太高。使用的各种原料应注意使用前的防潮工作,必要时可以进行干燥。减少使用硫化时产生气体等小分子物质的原料。减少使用低沸点的增塑剂、填充油、软化剂
薄皮气泡表现为产品橡胶部分表皮浅层存在一定数量的小气泡。薄皮气泡产生的原因及解决方法如下所示。
5硫化条件,硫化剂配合不恰当。解决方法;注意调节适当的硫化条件,温度不宜太高。调节适当的促进剂比例,不宜过高
6 混炼中部分装橡胶原辅材料的塑料袋,未融化,并均匀分散在混炼胶中。解决方法;提高混炼温度。尽量去掉塑料包装袋