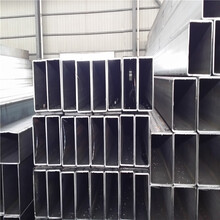
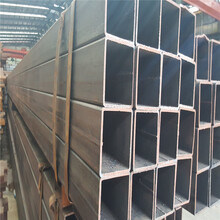
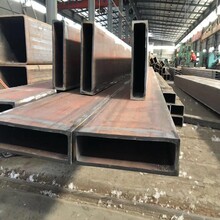
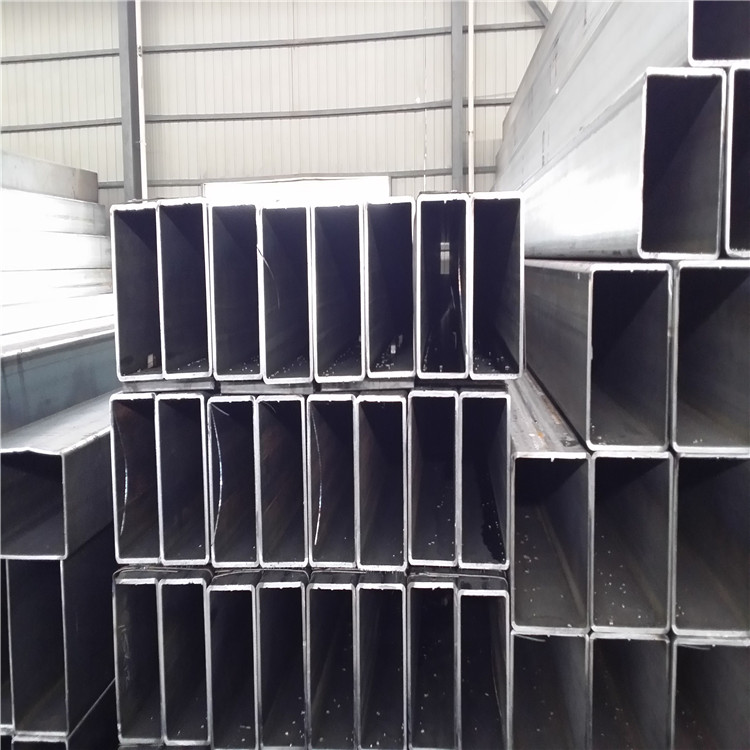
怀柔Q345C无缝方管 200x100x8Q690方矩管 耐腐蚀
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。
金属在大气中都可与氧气反应在表面形成氧化膜,普通碳钢上形成的氧化铁会继续进行氧化,使锈蚀不断扩大,终形成孔洞。这可以利用油漆或耐氧化的金属进行电镀来保护碳钢表面,但这种保护层只是一种薄膜,如果保护层被,下面的钢便又开始锈蚀。不锈钢管是否被锈蚀与钢中的铬含量有关,钢中的铬含量达到12%时,在大气中,不锈钢管表面生成了一层钝化的、致密的富铬氧化物而保护表面,可防止进一步再氧化。这种氧化层极薄,透过它可以看到钢表面的自然光泽,使不锈钢具有特的表面。如果铬膜一旦,钢中的铬与大气中的氧重新生成钝化膜,继续起保护作用。在一些特殊环境下,不锈钢也会出现某些局部腐蚀而失效,但不锈钢与碳钢不同,不会出现均匀腐蚀而失效,因此腐蚀余量对不锈钢管来说没有意义[1]。
详细过程:接通电路产生电孤和孤丝,随后周围的焊剂和钢筋端部迅速熔化形成渣池,电渣池温度在15~2℃左右,旋转把手,将上钢筋缓慢送下。待上下两钢筋的端部熔化至一定程序时,附近钢筋也达到热塑性状态,此时立即旋转把手,使上筋突然下落,挤出渣池全部熔渣和液态金属,形成一圈凸出的光亮的焊接接头。机具设备和材料设备现以山东省济南市历下通用机械厂制造的ZHJ-6型垂直钢筋对焊机为例,其主要数据详下表:电源电压38V5HZ正级电压8V熔化电压25~5V焊接电流2~6A焊接钢筋直径16~32㎜焊接时间2~4S熔化箱25~33㎜焊尺寸62×2×18m控制箱34×3×18㎜对焊压力>3㎏5A及其以上电焊机:装焊剂的铁铲。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。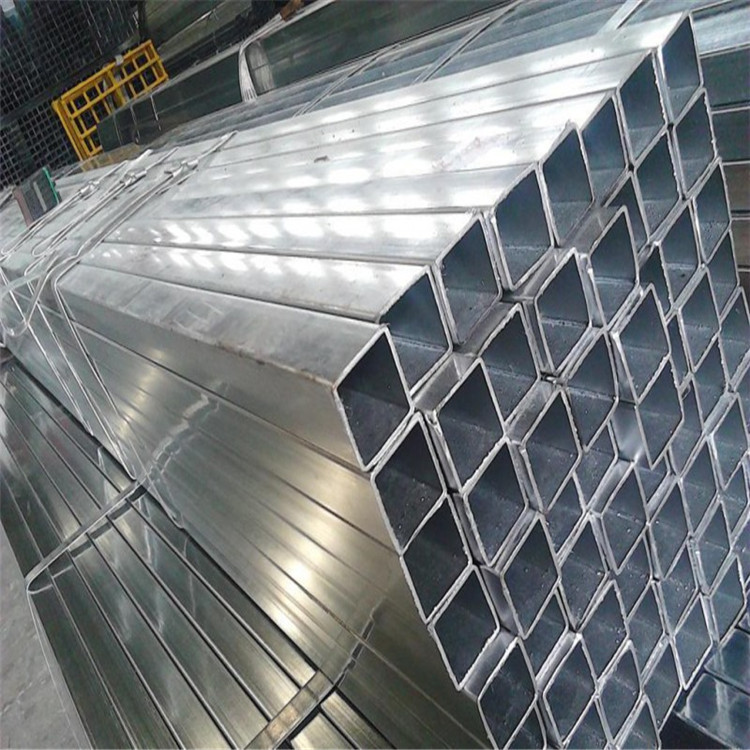

冷热镀锌区别镀锌方管有热镀锌方管和电镀锌方管两大类。热镀锌方管有湿法、干法、铅锌法、氧化还原法等。不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面提高镀锌质量。现生产中主要采用干法和氧化还原法,其特点见表。电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层,以及薄壁管镀锌等皆须采用此法[1]。
又如一台采用德国SINUMERIK81系统的数控沟槽磨床,在自动磨削完工件、修整砂轮时,带动砂轮的Z轴向上运动,停下后砂轮修整器并没有修整砂轮,而是停止了自动循环,但屏幕上没有报警指示。根据机床的工作原理,在修整砂轮时,应该喷射冷却液,冷却砂轮修整器,但多次观察发生故障的过程,却发现没有切削液喷射。切削液电磁阀控制原理图如图所示,在出现故障时利用数控系统的PLC状态显示功能,观察控制切削液喷射电磁阀的输出Q4.5,其状态为“1”,没有问题,根据电气原理图它是通过直流继电器K45来控制电磁阀的,检查直流继电器K45也没有问题,接着检查电磁阀,发现电磁阀的线圈上有电压,说明问题是出在电磁阀上,更换电磁阀,机床故障消除。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
怀柔Q345C无缝方管 200x100x8Q690方矩管 耐腐蚀
逐步完善操作制度为适应生产发展的需要,对操作制度进行了调整和完善,主要体现在对燃烧室操作参数的调整上,调整情况列于表4。根据原料的焙烧性能调整燃烧室温度,主要是为了充分生球在炉内进行氧化反应所需的热能。提高冷却风压力,主要是确保炉内有充分的氧化气氛以加快反应速度,还可增加热交换速度,将炉身下部生球的物理热传递到炉身上部提高烘干速度。由于这些调整,在利用系数提高的情况下,球团矿质量有所改善。