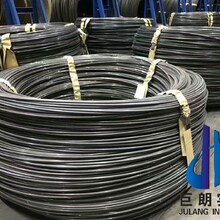
巨朗不锈钢电解丝又称为不锈钢电解线,表面为光亮,规格不锈钢电解丝分为细丝和线,从直径0.8mm~10mm不等。
材质不锈钢电解丝材质一般有201、202、301、304、316等。
应用不锈钢电解丝广泛用于石油、电子、食品、机械、建筑、航空航天、、化工、轻纺、渔业、建筑、精密仪器,五金工具,工艺品等,制刷,弹簧,渔具,织网,医疗器械,钢针,清洁球,衣架,内衣托等。
产品特点不锈钢电解丝在使用时一般需要用电解的方式把不锈钢里面的铬电解到钢丝表面,从而提高钢线的硬度以及亮度。从我们日常生活中使用的车篮、洗菜篮、水龙头等就可以看的出来。电解以后的钢丝比原来的钢丝防锈能力要强很多。
巨朗不锈钢光亮丝耐蚀性,耐热性,低温强度不锈钢丝规格0.1mm~10mm之间。
产品用途不锈钢光亮丝广泛用于石油、电子、食品、机械、建筑、航空航天、、化工、轻纺、渔业、建筑、精密仪器,五金工具,工艺品等,制刷,弹簧,渔具,织网,医疗器械,钢针,清洁球,衣架,内衣托等。
产品特点不锈钢光亮丝具有良好的耐蚀性,耐热性,低温强度和机械特性,冲压,弯曲等热加工性好,无热处理硬化现象。美观的表面状态,良好的成形性,均匀的弹性,高塑性,的矫直与弹高、弹宽,便于自动卷取,线径均匀等特点。
产品材质不锈钢光亮丝一般材质为301、304、316、316、316L、321、410、420、430,、434、436等,产品规格不锈钢丝规格从0.1mm~38mm之间。
巨朗不锈钢焊丝
不锈钢焊丝可分位不锈钢实芯焊丝和不锈钢药芯焊丝。
实芯焊丝
不锈钢实芯焊丝既可用惰性气体保护焊(TIG,MIG焊)。也可用于埋弧焊。不锈钢MIG焊既可达到焊接,又容易实现焊接自动化,广泛用于堆焊及薄板接等领域。MIG焊用焊丝化学成分与TIG焊丝一样,但对某些不锈钢品种,还有一种SI含量较高的MIG焊丝,如与ER308,ER309焊丝对应的ER308Si,ER309Si等,由于含Si高达0.8%左右,降低了熔滴金属的表面张力,使熔滴颗粒变细,更容易实现喷射过度,使电弧变得更稳定。同时还能改善熔滴金属的湿润性,使焊道波纹美观,不易产生未焊透,夹渣,气孔等缺馅。埋弧焊用不锈钢实芯焊丝,其化学成分与气保焊不锈钢焊丝一样,但应配用无猛中硅氟或无锰低硅高氟型熔炼焊剂。
药芯焊丝
不锈钢药芯焊丝可以像碳钢和低合金钢药芯焊丝一样,对不锈钢进行既简便又的焊接,不锈钢药芯焊丝的应用以MAG焊为主,进行MAG焊时具有如下特点;1)与手工焊相比,熔敷速度可提高2-4倍,其熔敷达90%(不锈钢焊条仅55%)2)对电流,电压的适应范围大,焊接条件设定较为容易,易于进行半自动和自动化焊接。3)脱渣性良好,焊道表面光泽。另外,飞溅很少,电弧稳定性优良,X射线合格
球化退火
球化退火又叫Spheroidizing annealing,是使钢中碳化物球化而进行的退火,得到在铁素体基体上均匀分布的球状或颗粒状碳化物的组织。
球化退火(Spheroidizing annealing):球化退火是使钢中碳化物球化而进行的退火工艺。
将钢加热到Ac1以上20~30℃,保温一段时间,然后缓慢冷却到略低于Ac1的温度,并停留一段时间,使组织转变完成,得到在铁素体基体上均匀分布的球状或颗粒状碳化物的组织。
球化退火主要适用于共析钢和过共析钢,如碳素工具钢、合金工具钢、轴承钢等。这些钢经轧制、锻造后空冷,所得组织是片层状珠光体与网状渗碳体,这种组织硬而脆,不仅难以切削加工,且在以后淬火过程中也容易变形和开裂。而经球化退火得到的是球状珠光体组织,其中的渗碳体呈球状颗粒,弥散分布在铁素体基体上,和片状珠光体相比,不但硬度低,便于切削加工,而且在淬火加热时,奥氏体晶粒不易长大,冷却时工件变形和开裂倾向小。另外对于一些需要改善冷塑性变形(如冲压、冷镦等)的亚共析钢有时也可采用球化退火。
球化退火加热温度为Ac1+(20~40)℃或Acm-(20~30)℃,保温后等温冷却或直接缓慢冷却。在球化退火时奥氏化是"不完全"的,只是片状珠光体转变成奥氏体,及少量过剩碳化物溶解。因此,它不可能消除网状碳化物,如过共析钢有网状碳化物存在,则在球化退火前须行正火,将其消除,才能球化退火正常进行。
球化退火工艺方法很多,常用的两种工艺是普通球化退火和等温球化退火。普通球化退火是将钢加热到Ac1以上20~30℃,保温适当时间,然后随炉缓慢冷却,冷到500℃左右出炉空冷。等温球化退火是与普通球化退火工艺同样的加热保温后,随炉冷却到略低于Ar1的温度进行等温,等温时间为其加热保温时间的1.5倍。等温后随炉冷至500℃左右出炉空冷。和普通球化退火相比,等温球化退火不仅可缩短周期,而且可使球化组织均匀,并能严格地控制退火后的硬度。
球化退火主要用于过共析的碳钢及合金工具钢(如制造刃具,量具,模具所用的钢种)。其主要目的在于降低硬度,改善切削加工性,并为以后淬火作好准备。 这种工艺有利于塑性加工和切削加工,还能提高机械韧性。尤其对于轴承钢、工具钢等钢种而言,如在淬火前实施球化退火,即可获得下列效果:轴承钢淬火效果均一;减少淬火变形;提高淬火硬度;改善工件切削性能;提高耐磨性和抗点蚀性等轴承的性能。工具钢淬火效果均一;抑制淬裂、淬弯等现象;提高耐磨性、刀刃锋利程度及使用寿命。
根据钢种和退火目的,球化退火可分以下几种:
(1)普通球化退火,即将钢加热到730~740℃保温足够时间,然后以小于20℃/h的速度缓冷到650℃出炉。这种退火工艺适用于共析成分附近的碳素工具钢。
(2)周期球化退火,也叫循环退火。它是在A点附近的温度反复进行加热和冷却,一般进行3~4个周期,使片状珠光体在几次溶解一析出的反复过程中,碳化物得以球化。该工艺生产周期较长,操作不方便,难以控制,适用于片状珠光体比较严重的钢。
(3)等温球化退火。一般加热到800±10℃,保温后快冷到700±10℃(A1附近)再进行较长时间保温,之后,以30~50℃/h的速度冷却到600℃出炉。一般轴承钢多采用此工艺。
(4)变形-球化退火。将塑性变形与球化退火工艺结合在一起,由于塑性变形的作用,钢内位错密度和畸变能增加,促使片状碳化物在退火时加速溶断和球化,从而加快球化速度,缩短球化退火时间。
根据变形制度的不同,又可分为:
(1)将钢材加热到Acm和Ac1,之间的温度进行塑性变形,然后冷却到稍低于Ac1,温度进行球化退火;
(2)钢材在高温终轧后快冷到一定温度后直接进行等温处理的球化退火;
(3)钢材冷变形后加热到稍低于Ac1,温度而进行的球化退火。
球化退火的加热温度是影响球化程度完全与否的关键因素。加热温度选择合适,既能片状珠光体消失,又能保留一部分未完全溶于奥氏体的碳化物,作为球化核心,终形成较粗大的颗粒状碳化物的正常球化组织。奥氏体化温度很高时,碳化物全部溶解并均匀化,冷却后总是得到片状珠光体。冷却速度直接影响着碳化物颗粒的大小和均匀性。冷却太快,碳化物颗粒太细,并有形成片状碳化物的可能,使硬度偏高。冷却过慢时碳化物颗粒又过于粗大。
球化前的珠光体细薄、碳化物细小而分散时,经形变热处理而得到的退化珠光体组织等易于球化,并能缩短球化时间,提高球化质量和钢的疲劳寿命。