桶装铝焊丝|机器人铝焊丝|桶装铝焊丝帽|桶装铝焊丝送丝机、导丝管等配件。我公司经过反复的研究、探索、实验,成功推出国产桶装铝焊丝,相较普通盘装铝焊丝,桶装铝焊丝具有:送丝顺形成好、容量大无接头、省时省料、易存储,率等特点。
75公斤/桶,可根据客户要求专属订制。
直径1.0/1.2/1.6/2.0
船王焊材欢迎来电或在线咨询客服。
船王铝焊丝:
1:16年铝焊丝生产厂家,拥有完善管理体系、技术团队和国内铝焊丝生产设备,服务全国4000多家和国外15个国家的铝焊接用户!
2:11套机械生产设备日产5-7吨,完成生产订单,快速交货,节省您的采购时间成本。
3用料:选购国内大型铝厂原材料,焊接技术团队自主创新国内焊丝生产工艺加工生产,符合国家GB标准和美国AWS A5.10标准。产品表面光滑、光亮、光洁,刺、凹陷、折痕或其他氧化杂质。
4认证:焊丝通过ISO9001和欧盟CE认证,品质可靠稳定!
5运输:郑州地处中原,覆盖全国32个省市的线下物流发货体系,快速直达,让您收货无忧!
6售后:船王焊接团队为您提供焊接方案和处理焊接问题,让您售后无忧!
一丝不苟,践行;不急不停,雕琢斯伟特优品质!「铝焊丝】客户朋友您好,非常感谢您能点击进入郑州市船王焊材有限公司企业!苛求铝焊丝质量的稳定,体现高水平的中国制造,是船王焊接材料多年来从未停止追求!
如果您想了解更多的「铝焊丝】产品在实际中的应用情况,请详细浏览以下铝焊丝产品信息或致电船王焊材「铝焊丝】
产品介绍
ER5356,是含镁5%及少量钛细化晶粒的铝镁合金焊丝,具有良好的耐蚀性、抗热裂性、强度高,可锻性好,是铝镁合金氩弧焊基本的填充焊材,在铝硅镁、铝锌镁合金的焊接及铝镁合金铸件的补焊上也被采用。如化工压力容器、自行车、铝滑板车等运动器材,机车车厢、兵工生产、造船、航空等行业。
ER4043是含硅5%的铝硅合金焊丝,流动性好,抗热裂能力强,但延展性不足。常用于6061等6系列铝合金、3系和2系铝合金及铸铝的焊接。广泛用于船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱。
ER4047是含硅12%的高硅低温焊丝,这种产品不仅可以用于铝合金的焊接,还可以用于普通用途的铜合金的焊接,具有较好的抗腐蚀性能。铝焊时可用于1060、1350、3003、3004、3005、5050、6061、6951、7005和铝合金铸件710、711的焊接。
ER1070含铝99.7%,广泛用于换热器、电力、建筑、电解铝、各种喷焊等行业。
产品规格
盘丝:¢0.9mm、¢1.0mm、¢1.2mm、¢1.6mm、¢2.0mm
直条:¢2.0mm、¢2.4mm、¢3.0mm、¢4.0mm
焊丝标准
化学成分执行标准:GB/T3190-1998
GB10858-2008 相当于ANSI/AWS A5.10-92
本公司已通过ISO9001:2008 质量管理体系认证
产品包装
热缩膜密封+纸箱+打包带+托盘
4043铝焊丝403铝焊丝:郑州市船王焊材有限公司,生产4043铝焊丝以及更多的铝焊丝!下表为4043铝焊丝牌号及化学成分,船王可以生产更多种的铝焊丝,欢迎来人来函来电联系!的检测设备 良好的成型效果金属元素分析仪 铝焊的成型效果美国Leaman公司产金属元素分析仪 母材:AlMg3 板厚:0.8mm焊丝:AlMg5 直径:1.2mm 保护气:Ar 铝焊丝,郑州市船王焊材有限公司生产铝焊丝,可以以国标、美国标准为标准,为客户提供质量可靠之铝焊丝。郑州船王焊材,是中国生产铝焊条的厂家,企业资信AA级,计量合格,并通过ISO9001:2000质量体系认证。 公司拥有冶炼、拉拔、成绕等的铝焊丝生产、检验设备,产品严格按照国家标准组织生产,全国各省市并出口海外,获得广大用户的好评。公司坚持“质量,服务至上”之理念,和广大用户共创辉煌!欢迎海内外朋友来人来电联系,我们以我们的制造,为您提供价实的铝焊条!铝焊丝,作为铝焊填充金属,按照美国标准(ANSI/AWS A5.0-1992),可分为电极丝E及填充丝ER,但实际分为填充丝(R)和电极丝、填充丝两者兼用丝(ER) .焊条焊丝是影响焊缝金属的成分、组织、液相线温度‘、固相线温度、焊缝金属及近缝区母材的抗热裂性、焊接头的耐腐蚀性及常温或高温、低温下力学性能的重要因素。当铝材焊接性不良时,熔焊时出现裂纹。焊缝及焊接接头力学性能欠佳或焊接结构出现脆性断裂时,改用适当的焊条焊丝而不改变设计和工艺条件常成为必要、可行和有效的技术措施。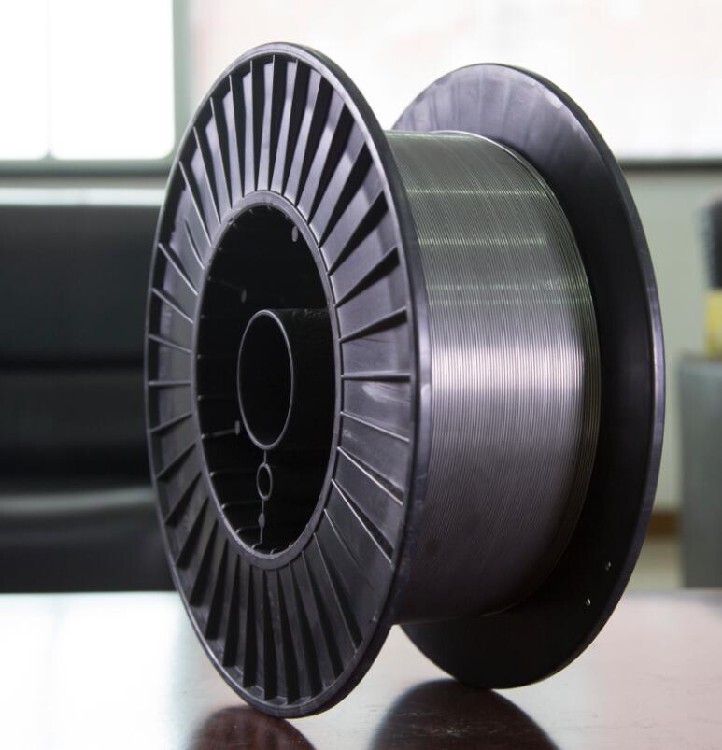
TIG溶加棒 (アルミニウム合金)
铭柄
识别色
规格
TradeName
端面
侧面
J I S
A W S
TG1070
黒
-
A1070-BY该当
-
TG1100
赤
-
A1100-BY该当
ER1100该当
TG5183
青
-
A5183-BY该当
ER5183该当
TG5356
黄緑
-
A5356-BY该当
ER5356该当
TG4043
橙
-
A4043-BY该当
ER4043该当
このページのトップへ戻る
TIG溶加棒 (チタン合金)
铭柄
识别色
规格
TradeName
端面
侧面
J I S
A W S
TGTiA
赤
-
YTB270该当
ERTi-2该当
TGTiB
黄
-
YTB340该当
ERTi-3该当
TGTiC
青
-
YTB480该当
-
TGTiD
-
-
-
ERTi-4该当
TGTiA-Pd
白
-
YTB270Pd该当
ERTi-7该当
TGTiB-Pd
灰
-
YTB340Pd该当
-
TGTi6Al-4V
茶
-
YTAB6400该当
ERTi-5该当
日本TIG溶加棒焊丝日本油脂TG1070铝焊丝价格TG1100铝焊丝TG4043铝硅焊丝ER5356铝焊丝ER1100铝焊丝A5356-BY铝焊丝TGTiA钛焊丝TGTiB钛焊丝TGTiD钛焊丝TGTiA-Pd钛焊丝TGTi6Al-4V钛焊丝ERTi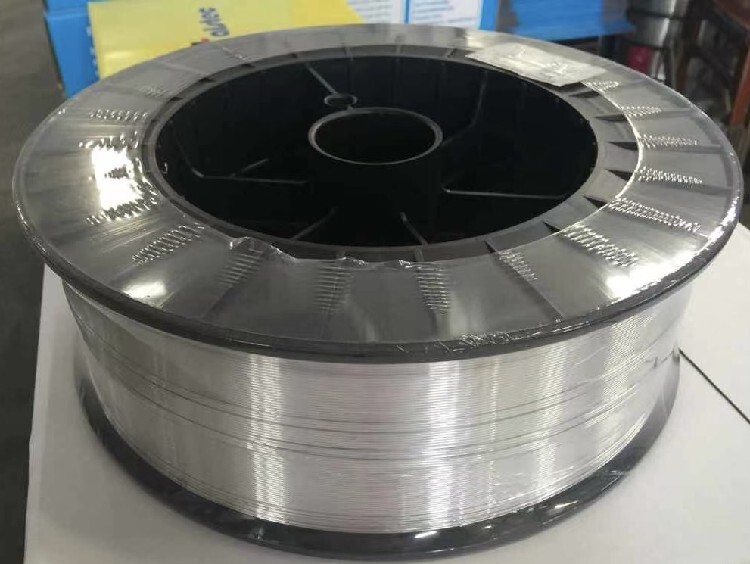
焊接材料
(1)焊丝 铝及铝合金焊丝的选用除考虑良好的焊接工艺性能外,按容器要求应使对接接头的抗拉强度、塑性(通过弯曲试验)达到规定要求,对含镁量超过3%的铝镁合金应满足冲击韧性的要求,对有耐蚀要求的容器,焊接接头的耐蚀性还应达到或接近母材的水平。因而焊丝的选用主要按照下列原则:
1)纯铝焊丝的纯度一般不低于母材;
2)铝合金焊丝的化学成分一般与母材相应或相近;
3)铝合金焊丝中的耐蚀元素(镁、锰、硅等)的含量一般不低于母材;
4)异种铝材焊接时应按耐蚀较高、强度高的母材选择焊丝;
5)不要求耐蚀性的高强度铝合金(热处理强化铝合金)可采用异种成分的焊丝,如抗裂性好的铝硅合金焊丝SAlSi一1等(留意强度可能低于母材)。
(2)保护气体 保护气体为氩气、氦气或其混合气。交流加高频TIG焊时,采用大于99.9%纯氩气,直流正极性焊接宜用氦气。MIG焊时,板厚<25 mm时宜用氩气;板厚25 mm~50 mm时氩气中宜添加10%~35%的氦气;板厚50mm-75mm时氩气中宜添加l0%~35%或50%的氦气;当板厚>75 mm时推荐采用添加50%~75%氦气的氩气。氩气应符合GB/T 4842?995《纯氩》的要求。氩气瓶压低于0.5 MPa后压力不足,不能使用。
(3)钨极 氩弧焊用的钨极材料有纯钨、钍钨、铈钨、锆钨四种。纯钨极的熔点和沸点高,不易熔化挥发,电极烧损及尖真个污染较少,但电子发射能力较差。在纯钨中加进1%~2%氧化钍的电极为钍钨极,电子发射能力强,答应的电流密度高,电弧燃烧较稳定,但钍元素具有一定的,使用时应采取适当的防护措施。在纯钨中加进1.8%~2.2%的氧化铈(杂质≤0.1%)的电极为铈钨极。铈钨极电子逸出功低,化学稳定性高,答应电流密度大,无,是目前普遍采用的电极。锆钨极可防止电极污染基体金属,易保持半球形,适用于交流焊接。
(4)焊剂 气焊用焊剂为钾、钠、锂、钙等元素的氯化物和氟化物,可往除氧化膜。
铝铝焊丝又称铝铝药芯焊丝,因此种焊丝可以把铝材和铝材焊接起来而得名。它不同于普通铝焊丝要用氩弧焊机焊接,也不同于铝硅焊丝4047需要配合钎剂才能焊接,而只需通过火焰或感应直接可以钎焊焊接(因为自带钎剂,所以不需要另加钎剂)。
此焊丝焊接出来的工件的抗拉抗剪强度(接头牢固性不低于基材)、导电性能、耐腐蚀性能都较好,而且质量稳定,此焊丝的钎剂成分和性能见嵩峰机电。
与使用氩弧焊机用铝焊丝焊接相比,用铝铝焊丝工人操作简单、焊接设备简单、焊接不会使基材的结构发生变化









