A为焦烧时间,AB为热硫化的前期,BC为热硫化的中期,CD为热硫化后期,D为正硫化点。如果在A点前发泡,此时胶料尚未开始交联,赫度很低,气体容易跑掉,得不到气孔。当在AB阶段发泡时,这时薪度仍然较低,孔壁较弱,容易造成连孔。如果在BC阶段发泡,这时胶料已有足够程度的交联,豁度较高,孔壁较强,就会产生闭孔海绵。若在D点开始发泡,这时胶料已全部交联,赫度太高,也不能发泡。因此根据发泡剂的分解速度来调整硫化速度。
海绵橡胶制造过程中重要的工序之一就是想方设法让发泡剂分散均匀。炭黑的分散用导电方法和炭黑分散仪进行测定。但是,发泡剂的分散性能还没有比较容易的评估方法,仍在继续沿用过去的方法,即将混炼胶片拉长,用目测的老方法进行评价。提高分散性可采用先加发泡剂方法。
简单的说,塑料与橡胶本质的区别在于塑料发生形变时塑性变形,而橡胶是弹性变形。换句话说,塑料变形后不容易恢复原状态,而橡胶相对来说就容易得多。塑料的弹性是很小的,通常小于,而橡胶可以达到1000%甚至更多。塑料在成型上绝大多数成型过程完毕产品过程也就完毕;而橡胶成型过程完毕后还得需要硫化过程。 赤峰销售电话: 河北销售电话: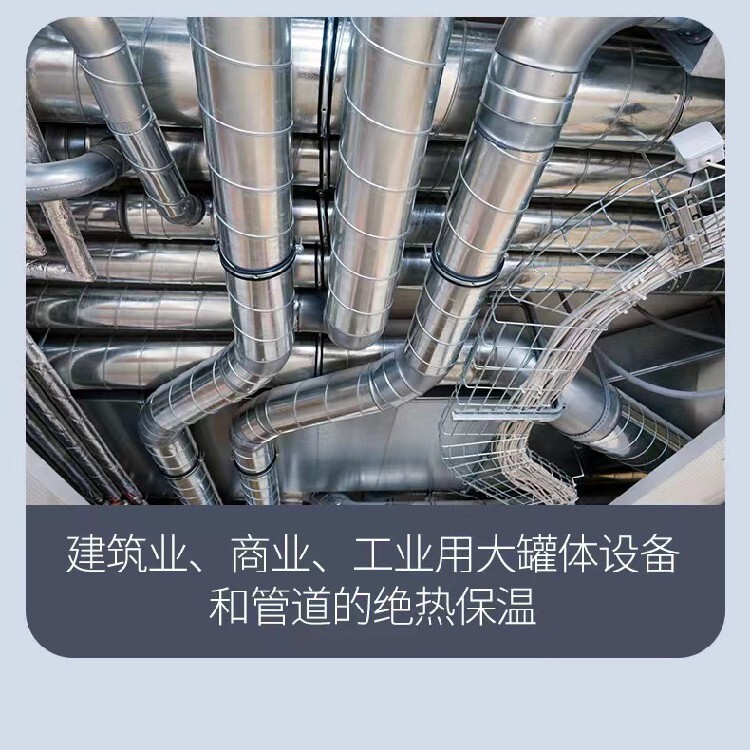
塑料与橡胶同属于高分子材料,主要由碳和氢两种原子组成,另有一些含有少量氧、氮、氯、硅、氟、硫等原子,其性能特殊,用途也特别。在常温下,塑料是固态,很硬,不能拉伸变形。而橡胶硬度不高,有弹性,可拉伸变长,停止拉伸又可回复原状。这是由于它们的分子结构不同造成的。另一不同点是塑料可以多次回收重复使用,而橡胶则不能直接回收使用,只能经过加工制成再生胶,然后才可用。塑料在100多度至200度时的形态与橡胶在60至100度时的形态相似,塑料不包括橡胶。
一般工业用双面胶,可分压克力胶系及橡胶胶系两大类。而此两大类,又都可分有基材及无基材两种型态(有基材:于胶中加上一层棉质,加强双面胶本身胶量及强度、无基材:纯胶质,确保双面胶之透明度)。因橡胶胶系的主体为CR,用于橡胶制品,极易与橡胶之硫化系统,产生反应而变紫色。所以较淡颜色的橡胶制品,均采用压克力胶系中的有基材双面胶(同种类的双面胶,无论有基材或无基材,均以其本身胶质厚度做区分)。 赤峰销售电话: 河北销售电话: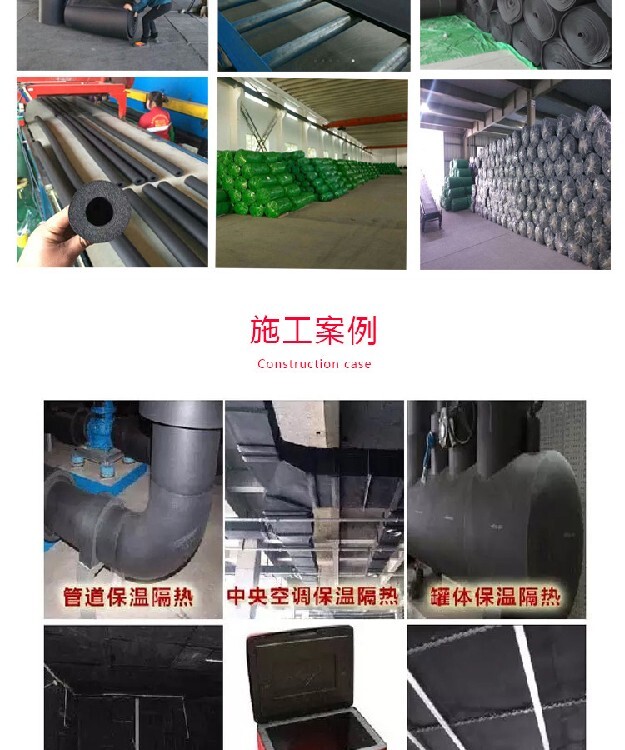
生胶可分别为天然橡胶及合成橡胶两大类。 1.天然橡胶:由橡胶树干切割口,收集所流出的胶浆,经过去杂质、凝固、烟熏、干燥等加工程序,而形成的生胶料。 2.合成橡胶:由石化工业所产生的副产品,依不同需求,合成不同物性的生胶料。常用的如:SBR、NBR、EPDM、BR、IIR、CR、Q、FKM等。但因合成方式的差异,同类胶料可分出数种不同的生胶,又经由配方的设定,任何类型胶料,均可变化成千百种符合制品需求的生胶料。 天然橡胶来自热带和亚热带的橡胶树。由于橡胶在工业、农业、领域中有重要作用,因此它是重要的战略物资,这促使缺乏橡胶资源的国家率先研究开发合成橡胶。
橡胶原料的配制可分三个基本过程。 1.塑炼:塑练是将生胶剪断,并将生胶可塑化、均匀化,帮助配合剂的混练作业。其效果是改善药品的分散,防止作业中产生摩擦热,而致橡胶发生焦烧现象,进而改变橡胶的加工性。 2.混炼:混练是将配合药物均匀混入塑炼完成的生胶中,而混炼的优劣,直接影响制品的良否。药物分散不均,分子结构无法完全交联,橡胶则无法达到理想的物性。 3.压出:混炼完成的生胶,经过压出作业,将胶料中含有的多余空气压出,并完成所需的厚度,以利于模具内之成型作业。
生胶分子结构为不饱和长键的弹性体,所以成型的要件中,需有适当的药品添加物及外在环境因素(如时间、温度、压力等) ,将其不饱和键破坏,再重新结合为饱和键,并以真空辅助,将内含的空气完全逼出。 如此,才可令成型的橡胶,发挥其应有的特性。若其成型过程有任何缺失(如配方错误、时间不足、温度失当等),则可造成物性流失,多余药物释出,变形,老化加速,种种严重不良现象产生。
橡胶制品成型时,经过大压力压制,其因弹性体所俱备之内聚力无法消除,在成型离模时,往往产生极不稳定的收缩(橡胶的收缩率,因胶种不同而有差异) ,必需经过一段时间后,才能和缓稳定。所以,当一橡胶制品设计之初,不论配方或模具,都需谨慎计算配合,若否,则容易产生制品尺寸不稳定,造成制品品质低落。 橡胶属热溶热固性之弹性体,塑料则属于热溶冷固性。橡胶因硫化物种类主体不同,其成型固化的温度范围,亦有相当的差距,甚至可因气候改变,室内温湿度所影响。因此橡胶制成品的生产条件,需随时做适度的调整,若无,则可能产生制品品质的差异。 橡塑九纵闭泡式结构能够有效地阻止热传导 导热系数,在0°C时不超过0.034W/m·k。 表面放热系数高,达到9W/mk 具有的抗水汽渗透能力 湿阻μ≥5,000 构成“内置”的防水汽层,使保温板整体既是保温层又是防潮层。