箱型柱(方箱柱),三维钢构,高层钢框架、重型钢结构厂房等,抗扭和抗翘曲刚度大、整体性优、稳定性好、受力均匀、安装方便等。
箱型柱焊接的难点主要在于:
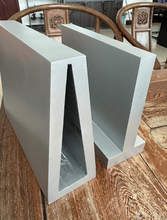
柱内的空间小,用一般的焊接方法(如二保焊和手弧焊等)只能完成其中三条焊缝的焊接工作,在封上第四块壁板形成封闭的箱形空间后,后一道焊缝如何施焊才是关键。
对于箱型柱钢结构来说,这两种检验方法:
要求焊缝外观平整光洁,表面无裂痕,未焊透,未熔合、夹渣、飞溅等缺陷。
对于构件的焊接接接头采用射线探伤和磁粉探伤,确认焊缝的宽度足够(即熔合良好)。
箱型柱、梁面板下料时应考虑到焊接收缩余量及后道工序中的端面铣的机加工余量。
直形箱型柱、梁采用德国进口的ESAB 数控切割机进行。并采用两个旋转三割炬同时切割,钢板两边收热均等,不产生旁弯和变形。数控控制精度如上表,远远规范要求。
弧形箱型梁先在钢板上划弧线,然后采用半自动轨道切割机下料,能够满足规范要求。
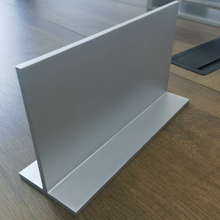
箱形柱是由四块钢板焊接而成,制作工艺与焊接H型钢大体相同,其工艺过程见流程图。箱形柱下料采用数控火焰切割机进行柱板切割,开坡口方法为碳弧气刨切割K型坡口,下料完成后进行调直校正,为柱身板拼装准确,需制备拼装胎膜,拼装顺序为: 以上盖板为基准,然后放出横隔板与侧腹板的装配线,进行U型组立,后拼装下盖拼装完成后进行焊接,柱身主体焊接采用埋弧自动焊,加劲板焊接采用电焊机手工焊接,后一面隔板焊接电渣压力焊接的方法进行,焊接设置引弧板。箱形柱焊接完成后进行调直矫正,后用端头铣床进行端头切割。箱形柱涂装严格按标准除锈、刷油,箱形柱制作完成后由专职质检人员进行检验、编号。
【箱型柱的工艺流程】
为了柱身板的拼装准确,需要制备组装胎膜。以上盖板为基准,然后放出横隔板侧腹板的装配线,进行u型组立。后组装下盖板组装完成以后进行焊接。柱身主体焊接采用埋弧自动焊,加劲板焊接采用电焊机手工焊接,后一面隔板焊接电渣压力焊接的方法,进行焊接设置引弧板。
【箱形柱焊接】
箱型柱是由四块钢板焊接而成的。它的制作工艺和焊接h型钢基本上是差不多的。箱型柱下料采用的是数控火焰切割机进行板材切割,开坡口的方法是碳弧气刨切割k型坡口。
箱型柱在钢结构建筑工程当中,经常会使用到它和h型钢一样,在钢结构上通常被当作钢结构梁或者钢结构柱子使用。成型柱的形状好似一个大铁箱子,所以起名“箱型柱”。
箱型柱为钢框架结构中重要构件之一,内置隔板,要求四面全熔透焊接。一般情况下焊接加强隔板处都有对应的钢梁(牛腿)与之连接,箱型柱在与之连接的钢梁(牛腿)翼缘上下各600mm 的节点范围内,箱型柱翼腹板间的主角缝也要求全熔透。因此正确的制作方法与合理的装配顺序尤为重要。