接下来,我们将解释如何加工铝挤压、摩擦和动平衡。铝挤压加工是通过控制摩擦工作的有效距离来控制总摩擦力的大小。加速摩擦速度会降低阻力,相对出料速率也会增加,但其准确性会降低。相反,很难控制质量,因此,在铝挤压加工中,需要考虑摩擦阻力和出料速率,以良好的平衡,否则会影响散热器fin整齐度和塑造性。
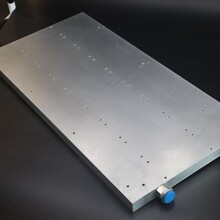
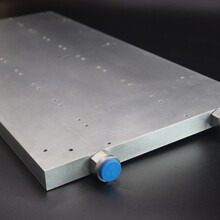
堆放式散热器及其散热器,散热器包括主板和互联件,主板边缘设有缺口和插座,插座相邻缺口底部,互联件连接到缺口底部,互联件包括延伸部分、第二延伸部分、支撑侧臂和扣部分,延伸部分垂直连接到缺口底部,延伸部分底部设有扣孔;第二延伸部分继续在延伸部分的顶部延伸;支撑侧臂包括承重板和插头板,承重板连接到延伸部分的侧面,承重板用于支撑堆叠在其上的相邻散热器的核心板,插头板连接到承重板的上部,插头板用于插入与堆叠在其上的相邻散热器的插头;扣部连接到第二延伸部分的侧面,用于与堆叠在其上的相邻散热器的扣孔紧密连接。本发明提供的散热器结构新颖,连接稳定可靠,工艺废料较少。
热水踢脚线散热器由铜管组成,铜管具有铝翅片以增加其表面积。这些传导锅炉系统使用传导将热量从水中传递到金属散热器或对流器中。散热器设计用于加热房间内的空气,使用对流将热量从散热器传递到周围的空气。他们通过在底部吸入冷空气,在空气通过散热器翅片时加热空气,并在顶部排出加热的空气来做到这一点。这会在房间内建立空气运动的对流循环。如果散热器从上方或下方被阻塞,则空气流动被阻止,加热器将无法工作。踢脚线供暖系统有时配有可移动的盖子,以允许居民按房间微调供暖,就像中央空调系统中的空气调节器一样。
认为暖气水管进出口尺寸大,散热性能就好的观点是错误的。合同清晰:合同上注明散热器的名称、规格、材质、数量、价格、金额以及验收标准。此外,还要了解供暖公司的名称、地址、联系人、电话,以便发生质量问题能及时联系解决。如果做到以上九条,选择散热器将不再是难事。散热器的选择只是散热器采暖系统的一部分,实际上在安装和使用散热器的时候也有很多地方值得注意,这就需要我们寻找一个实力强、和售后服务完善的供暖公司,平时在使用散热器采暖的时候也要经常维护清洗,只有这样,才能让散热器保持运行,延长使用寿命。
模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以模具芯部温度与外部温度的均匀。
试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。