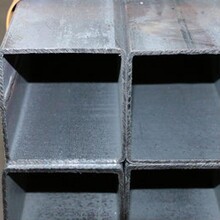
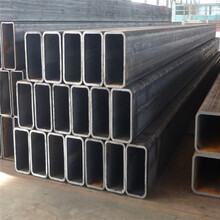
武清Q345D厚壁矩形管 300x100x12热轧矩形管 抗压强
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。

镀锌管的高频焊接正是利用交流电的趋肤效应和邻近效应,钢材(带钢)经滚压成型后,形成一个截面断开的圆形管坯,在管坯内靠近感应线圈中心附近旋转一个或一组阻抗器(磁棒),阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。
我国要从钢铁大国过渡到钢铁强国,有必要加速钢铁工业的结构调整,推动种类、工艺、配备的快速优化,以满意二十一世纪对钢质的更高要求,背负首要脱硫使命的铁水预处理是其重要一环,而镁作为脱硫材料必将成为脱硫剂的干流。国外用于钢铁脱硫的镁每年有5万多吨,占镁消费总量的14%以上,近几年以5.1%的速度增加,在所有镁的消费范畴中增加速度仅次于铸件。我国镁资源十分丰富,多年来镁出口量居位,所以我国钢铁工业选用镁作为脱硫剂的远景是很宽广的,因为纯镁喷吹技能的许多长处,在铁水预处理范畴必将成为。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。

当壁厚和边长都以毫米为单位时,4x壁厚x(边长-壁厚)算出的是每米长度方管的体积,以立方厘米(cm3)为单位,再乘以铁的比重每立方厘米7.85克,得出即为每米方管以千克为单位的重量[1]。①矩形直管在进口线上进行制作,以确保方管制作精度及方管的密闭性。②矩形方管配件的下料应在进口机器上运用计算机软件全自动化完成,并由进口的钣金等离子切割机上完成自动等离子切割工序。
对于大中型铸件来说,铸型的制造周期一般以月为单位计算。由于采用计算机自动处理,PCM工艺的信息处理过程一般只需花费几个小时至几十个小时。所以从制造时间上来看,该工艺具有传统造型方法无法比拟的性。2制造成本低PCM工艺的自动化程度高,其设备一次性投资较大,其它生产条件如原砂、树脂等原材料的准备过程与传统的自硬树脂砂造型工艺相同。然而又由于它造型无需模样,对于一些大型、复杂铸件,模具的成本又较高,所以其收益是明显的。3一体化制造由于传统造型需要起模,因此一般要求沿铸件截面处(分型面)将其分开,也就是采用分型造型。这样往往限制了铸件设计的自由度,某些表面和内腔复杂的铸型不得不采用多个分型面,使造型、合箱装配过程的难度大大增加,分型造型使铸件产生“飞边”,导致机加工量增大。PCM工艺采用离散/堆积成形原理,没有起模过程,所以分型面的设计并不是主要障碍。分型面的设计甚至可以根据需要不设置在铸件的截面处,而是设在铸件的非关键部位,对于某些铸件,完全可以采用一体化制造方法,即上下型同时成形。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
武清Q345D厚壁矩形管 300x100x12热轧矩形管 抗压强
式中:m——磨料的喷(抛)量;V——磨料运行速度;m1——单颗粒磨料的质量。m。的大小与磨料破碎率有关,破碎率大小直接影响表面处理作业的成本及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。洗和预热在喷(抛)射处理前,采用清洗的方法除去钢管表面的油脂和积垢,采用加热炉对管体预热至4一6℃,使钢管表面保持干燥状态。