齿轮传动,作为一种的动力传输方式,被广泛应用于各行业。随着加工工艺的日趋更新,软齿面齿轮已经被逐渐的淘汰,取而代之的是渗碳淬火硬齿面齿轮。它在更小的体积内,实现了更大的扭矩传递,并且在齿部的弯曲强度和接触强度上,得到很大的提高。硬齿面齿轮传动因其较高的承载能力和更长的使用寿命被各行业所认可。
硬齿面齿轮是指硬度在 HRC40 以上的齿轮,通常都需要热处理进行淬火或者渗碳淬火,在热处理之后,由于热处理会使工件产生变形,其热前加工的精度会普遍降低 1-2 级,所以热后需要进行精加工。这样较的硬齿面齿轮较普遍的加工方式为行滚齿,然后进行渗碳淬火,后再进行齿面磨削,这样的工艺可以使整个齿面得到相同的组织以及渗碳层深度,齿面终硬度可以达到 HRC58-HRC62,并且获得很高的齿面几何精度及表面光洁度。这也是现在行业内的主导工艺,其核心工序为滚齿和磨齿。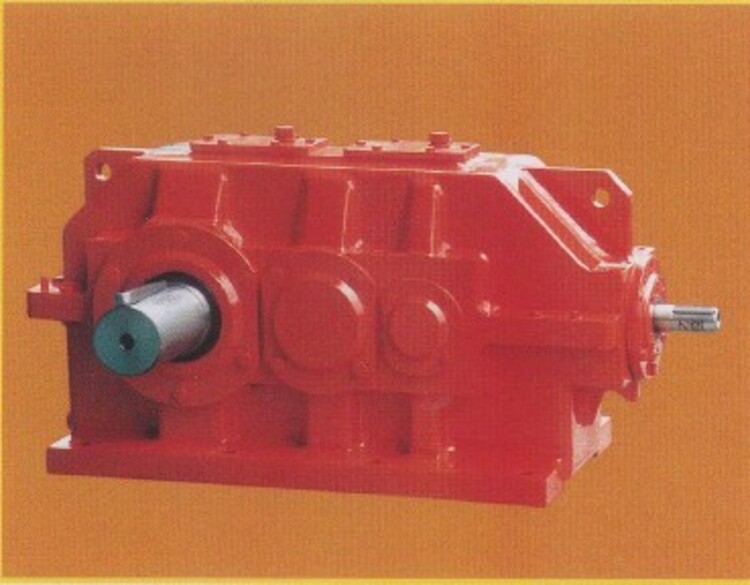
热前滚齿
由于成本原因,较小模数工件用整体滚刀加工,材质一般为带涂层的高速钢或者粉末冶金,头数为 1-3,在刀具使用窜刀完毕后,需要进行修磨,并返回的厂家重新进行涂层,整体硬质合金的滚刀因为性价比较低,使用较少;较大模数的齿轮由于滚刀体太大,成本太高,一般都设计为镶刀片滚刀,这样的滚刀需要定期检查每一个刀片的磨损程度,并将已磨损或崩刃的刀片换掉;对于特大模数齿轮(一般为 M>22),一般都用齿轮铣刀加工。
滚齿作为粗加工工序,国内的生产厂家如南京第二机床厂,秦川机床厂的滚齿机都可以达到 7-8 级的加工精度。欧洲的滚齿机生产厂家如 Pfauter、Liebherr 等,其机床的滚齿精度可以达到 6-7 级,并且在加工稳定性及寿命方面有较大优势。随着机械行业自动化程度的提高,自动上下料传送带以及多工位上下料系统也被应用于滚齿工序,配合的自动涨紧夹具。使机床更换工件的时间将至低,实现了加工-去毛刺-倒角同时进行。更大的增加了机床的使用效率。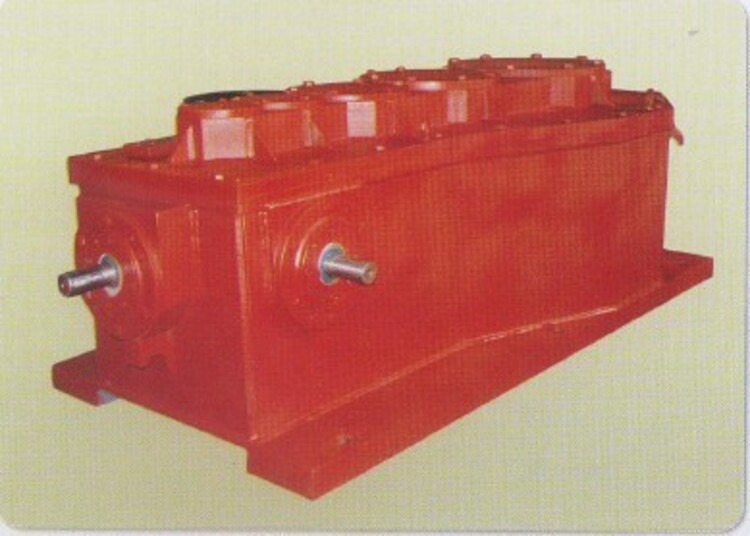
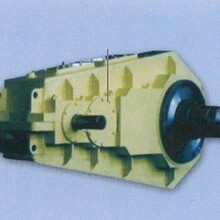
减速器的级传动为格里森制弧齿锥齿轮,第二、第三级传动则为渐开线圆柱斜齿轮。
减速器的润滑:一般情况下,减速器的齿轮和轴承采用油池飞溅润滑,自然冷却。只有当减速器工作平衡温度超过规定值,或承载功率超过热功率PG1时,方采用循环润滑,或采用加冷却管的油池润滑。