安装使用
1、打开包装后,检查马弗炉是否完整无损,配件是否。一般的马弗炉不需要特殊安装,只需平放在室内平整的地面或搁架上。控制器应避免震动,放置位置与电炉不宜太近,防止因过热而造成内部元件不能正常工作。
2、有热电偶插入炉膛20-50mm,孔与热电偶之间空隙用石棉绳填塞。连接热电偶至控制好用补偿导线(或用绝缘钢芯线),注意正负极,不要接反。
3、在电源线引入处需要另外安装电源开关,以便控制总电源。为了安全操作,电炉与控制器可靠接地。
4、在使用前,将温度表指示仪调整到零点,在使用补偿导线及冷端补偿器时,应将机械零点调整至冷端补偿器的基准温度点,不使用补偿导线时,则机械零点调至零刻度位,但所指示的温度为测量点和热电偶冷端的温差。
5、经检查接线确认无误后,盖上控制器外壳。将温度指示仪的设定指针调整至所需要的工作温度,然后接通电源。打开电源开关,此时温度指示仪表上的绿灯既亮,继电器开始工作,电炉通电,电流表即有电流显示。随着电炉内部温度的升高,温度指示仪表指针也逐渐上升,此现象表明系统工作正常。电炉的升温、定温分别以温度指示仪的红绿灯指示,绿灯表示升温,红灯表示定温。
箱式炉是炉膛为箱形的加热炉。对制品进行加热、保温和冷却处理的整个加热过程中制品固定不动,进料和出料通过单一的门或槽进行。亦称间歇生产炉。
风机位于炉膛后部,通过蜗壳及两侧风道将空气吹过加热元件,气氛加热后水平进入炉膛内对工件进行均匀加热,然后经后部吸风口吸入循环风机,充分循环搅拌。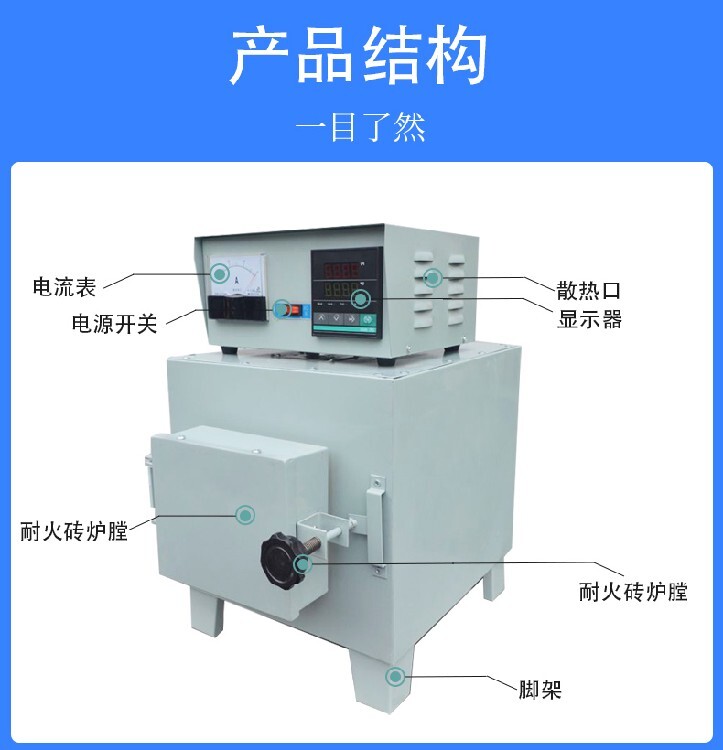
箱式炉的工艺库的设计与零件生产紧密结合,工艺中包含零件处理前、处理时和处理后的各项记录信息,便于监控和查阅。在零件处理过程中,提供在线修改工艺的功能,并可在自动控制过程中加入人为控制因素,使得对零件处理结果的控制更加灵活。 用于模拟计算的参数可调,了对层深要求的各种零件计算结果的准确性。白件入炉后,监控模块就对其监视跟踪,直至出炉。零件处理结果记录中包括零件的入炉时间、出炉时间、处理过程曲线和终处理结果,并可 随时查阅和打印,便于质量跟踪。系统可控制“油淬无中冷”、“油淬带中泠”和“气淬”三种工艺过程,并可实现碳共渗。
炉温控制
1、炉门加装电热元件,这样可以提高炉门口处的温度,改善炉子的温度均匀性。高温箱式炉是电阻丝加热方式,在均温性测试过程中,从测试数据中分析出某一面测试点温度低,通过调整电阻丝的加热电流,使炉温的均温性达到工艺要求。
2、沿炉子长度方向,合理布置功率(电阻丝),可在炉口处增加一些功率,也可采用分组分区控制方法。
3、设置风扇,强制炉子气体对流,这样可以地提高炉温均匀性。
4、改善炉子外壳的油漆颜色,物体颜色不同,其辐射系数也不同,根据实验炉子的外壳喷涂银灰色或黑色漆,炉子外层空间散热可下降。
5、改进温度控制系统,采用适当的炉温调节方法。采用PXR型温度控制仪表,改变控制方式为PID连续控制方式,代替模拟仪表后,炉温均匀性可满足生产工艺要求。
产品特征
1、能够实现氧气绝缘,简单容易操作。
2、升温速度较快,升至1000℃只需40分钟。(建议每分钟十五度)
3、炉膛加热方式是辐射加热,温度分布均匀。
4、温度自行控制:PID控制器可以设置温度曲线以及保温功能。
5、保温:产品采用进口的高温材料,三层保温,PID可自行设置保温时长。
6、加热器:采用进口加热器,环保,加热速度快。
7、外部采用高温烤漆和锌材料,不容易掉漆和生锈。