使用饲料颗粒机的注意事项:
,我们应该改变以往的喂料方式,均匀喂料。改变的好处就是可以使颗粒机制粒更加顺畅,保持颗粒机机器的高速运转。
其次呢就是选择合适的模板孔径。有的用户使用的孔径过小,往往出现产量低、甚至不出料的现象,那么我们在购买颗粒机的同时,希望仔细询问销售人员应该配多大孔径的模板。
第三,就是调整好模板与压轮之间的间隙。适当的压力能够使颗粒的熟化程度以及密实度达到很好的效果,饲料颗粒机上有调压螺丝,把两边的压力螺丝调节平衡、并调紧。
第四就是要在使用中保持颗粒机清洁。用户在使用中往往不注意保持颗粒机的清洁,这就加快了颗粒机使用寿命的损耗,所以一定要注意保持颗粒机的清洁。
后就是要定期注黄油、加润滑剂。定期的清洗模板,加注黄油能提高机器的使用效率。
另外,尤其要注意的是:饲料颗粒机的粉斗内如粉末停滞不下,切不可用手去铲,以免造成伤手事故,应用竹片铲或停车工作。
正确的操作与保养颗粒机:
1.环模和压辊间隙的调整对于新的环模和压辊间隙的调整,应使环模和压辊的高点有轻微接触,压辊达到“似转非转”的状态。如果是在工作状态中进行调整,可适当加大环模和压辊的压力,但一定要适可而止。环模和压辊的间隙过大,压辊不能转动,造成堵机。环模和压辊的间隙过小,会加大环模和压辊的磨损,负荷加大,严重的会造成环模和压辊的损坏。要及时检查环模和压辊的间隙,少每四个工作小时检查一次。在调整各个压辊时,注意各个压辊的调整方向,应使各压辊相对于造粒机轴的力矩和为零,从而使造粒机免受不对称力的影响。
2.保养颗粒机。每班次应做班前检查,检查各传动部件、仪表、阀门,加注润滑油Jg采用锂基润滑油,并清除铁器上的铁屑。
3.正确安装或更换环模和压辊。一般是新模配新辊,旧模配旧辊,以使环模和压辊的表面形状接近仿形状态,环模和压辊的各个局部的间隙大致相同。这样整个环模受力和出料都十分均匀,可提高生产效率。
在造粒结束后,要求用含油的物料压入模孔,以模孔不被腐蚀,对于碳钢环模的保养要更加仔细。
饲料颗粒机(又名:颗粒饲料机、颗粒饲料成型机),属于饲料制粒设备。是以玉米、豆粕、秸秆、草、稻壳等的粉碎物直接压制颗粒的饲料加工机械。
1.结构简单,适应性广,占地面积小,噪音低。
2.粉状饲料、草粉不需要或少许液体添加即可进行制粒,故颗粒饲料的含水率基本为制粒前物料的含水率,更利于储存。
3.鸡、鸭、鱼等,比混合粉状饲料可获得更高的经济效益。
4.干料加工,生产的饲料颗粒硬度高、表面光滑、内部熟化,可提高营养的消化吸收。
5.颗粒形成过程能使谷物、豆类中的胰酶抵制因子发生变性作用,减少对消化的不良影响,能杀灭各种寄生虫卵和其它病原微生物,减少各种生虫及消化系统疾病。
挑选颗粒饲料机要注意哪些方面:
一.颗粒饲料机老企业。颗粒饲料机老企业已经经过了历史的沉淀和工艺,形成了自己的固有格式,质量与效果已经得到验证,是放心选择的前提。
二.颗粒饲料机的资质。不少企业缺乏颗粒饲料机的生产资质,以次充好、假冒,终的结果是让用户上当受骗。
三.颗粒饲料机的工艺。在颗粒饲料机的选择中,合理工艺能够减少颗粒饲料机的使用与维护费用,保障饲料加工的生产效果和连续运营。
四.颗粒饲料机的配置。颗粒饲料机的配置不同,决定着颗粒饲料机的价格差距很大。赝品之所以便宜,很大程度上是减少了颗粒饲料机的有效配置。
五.颗粒饲料机的易损件保障。假冒伪劣、以次充好的颗粒饲料机不能易损件的良好材质和热处理硬度与热处理均匀度,不能保障易损件的使用与供应,不能颗粒饲料机的连续运转。
六.颗粒饲料机的售后服务。这是用户使用的保障。假冒伪劣、以次充好的的颗粒饲料机本身就存在很多问题,指望这些设备的厂家提供售后服务或者技术指导,就是蜀道难,难于上青天。
环模颗粒机的工作原理:
环模制粒机是颗粒饲料生产线关键的主要设备之一,饲料从粉料状态到颗粒成形,要通过四个区域来完成:
1. 物料经调速喂料绞龙输送入调制器,为了获得良好的制粒效益(提高产量和质量),加入热蒸汽进行调质后,由斜槽形下料管,经环模罩,借助于重力及环模旋转产生的离心力,使物料紧贴在环模罩和模具内壁上(供料区)。
2. 在拨料刀作用下,物料均匀而连续不断地喂入,每个压辊和环模形成的楔形空间(压紧区)。
3. 因压辊外壁工作面与环模内径工作面的间隙,仅有0.1-0.3mm,而且这种间隙是基本横定的,就形成了一定的挤压力(挤压区)。
4. 由于喂料的喂入,在模与辊之间的强烈挤压下,物料被压实后,挤入模孔中,并在模孔中成形为(成型区)。物料被连续不断的喂入压制区,又被挤压成形,从模孔中被连续不断地挤出,由可调整刀口与环模外壁距离的切刀切成各种需要的颗粒长度。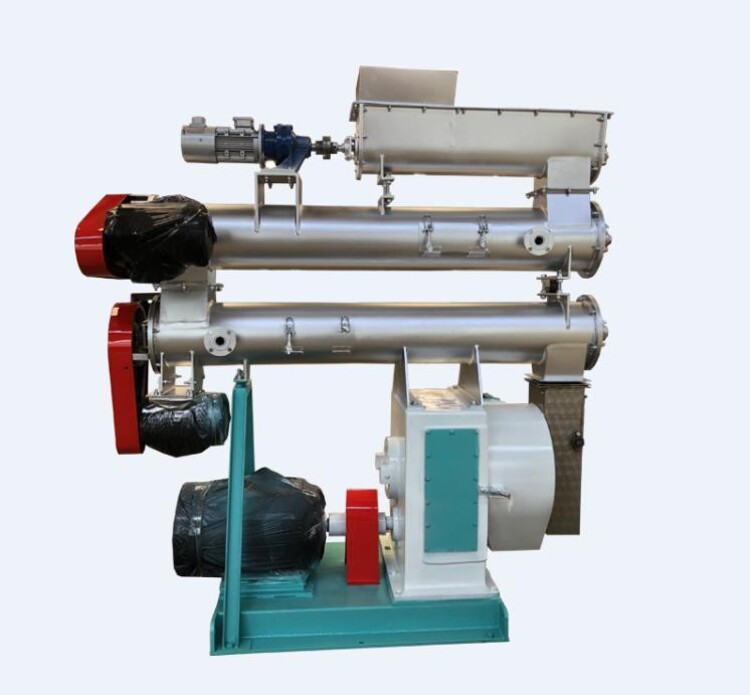
颗粒机工作原理:
饲料颗粒机主要结构有喂料、搅拌、制粒、传动及润滑系统等组成。其工作过程是要求含水量不大于15%的配合粉料,从料斗进入喂料绞龙,通过调节无极调速电机转速,获得合适的物料流量,然后进入搅拌器,通过搅拌杆搅动与蒸汽混合进行调质,如果需要添加糖蜜和油脂,也从搅拌器加入与蒸汽 一起进行调质(油脂添加量一般不超过3%,否则难于制粒),经过调质后配合粉料温度可达64~85℃,湿度可达14~16%。然后进入斜槽经过除铁装置除 去混在配合粉料中的铁质,后进入压制室进行制粒。











