3D打印技术在重建物体的几何形状和机能上已经获得了一定的水平,几乎任何静态的形状都可以被打印出来,但是那些运动的物体和它们的清晰度就难以实现了。这个困难对于制造商来说也许是可以解决的,但是3D打印技术想要进入普通家庭,每个人都能随意打印想要的东西,那么机器的限制就得到解决才行。
3d打印机打出的截面的厚度(即Z方向)以及平面方向即X-Y方向的分辨率是以dpi(像素/英寸)或者微米来计算的。一般的厚度为100微米,即0.1毫米,也有部分打印机如ObjetConnex 系列还有三维 Systems' ProJet 系列可以打印出16微米薄的一层。而平面方向则可以打印出跟激光打印机相近的分辨率。打印出来的“墨水滴”的直径通常为50到100个微米。 用传统方法制造出一个模型通常需要数小时到数天,根据模型的尺寸以及复杂程度而定。而用三维打印的技术则可以将时间缩短为数个小时,当然其是由打印机的性能以及模型的尺寸和复杂程度而定的。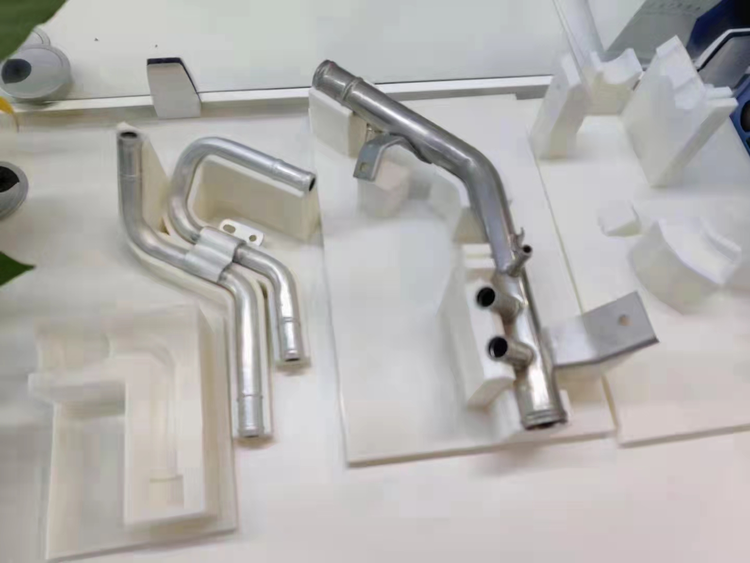
3D打印通常是采用数字技术材料打印机来实现的。常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。该技术在珠宝、鞋类、工业设计、建筑、工程和施工(AEC)、汽车,航空航天、和产业、教育、地理信息系统、土木工程、以及其他领域都有所应用。
金属3D打印材料是金属3D打印技术发展的重要物质基础,在某种程度上,材料的发展决定着3D打印能否有更广泛的应用。目前,金属3D打印材料主要包括工程塑料、光敏树脂、橡胶类材料、金属材料和陶瓷材料等,除此之外,彩色石膏材料、人造骨粉、细胞生物原料以及砂糖等食品材料也在金属3D打印领域得到了应用。
金属3D打印所用的这些原材料是针对金属3D打印设备和工艺而研发的,与普通的塑料、石膏、树脂等有所区别,其形态一般有粉末状、丝状、层片状、液体状等。通常,根据打印设备的类型及操作条件的不同,所使用的粉末状金属3D打印材料的粒径为1~100μm不等,而为了使粉末保持良好的流动性,一般要求粉末要具有高球形度。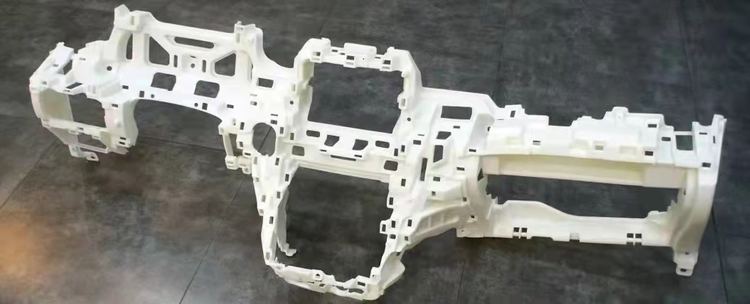
有的时候模型可以顺利地打印完成,但是模型表面并不均匀,有很细小的坑洼或者是凸起的颗粒出现,影响模型的视觉效果。
导致坑洼和颗粒的原因一般来说就是挤出材料不均匀,有时多有时少。这时一种情况是3D打印线材的品质不佳,线材本身粗细不均匀引起挤出量不均匀,另一种情况是喷嘴内有异物阻塞,挤出速度不能有效地控制。
3D打印模型出现错层时我们的个工作就是检查料盘看能不能顺利释放料丝,检查料轴看能不能让料盘顺畅转动。遇到料丝缠线不佳无法顺利释放,往往导致整盘料丝无法使用,而这种情况在线材缠料的耗材上又经常出现。目前我们还没找到好的应对办法,只有更换料盘。
另外有一种可能就是3D打印机本身皮带松动,快速移动时出现皮带打滑。这就是3D打印机本身的质量问题了,建议联系厂商来解决。
解决办法很简单,对于线材品质不佳的情况更换材料,好使用3D打印机原厂搭配的耗材。而喷嘴内有异物的情况可更换喷嘴。如果是选用第三方耗材而对厂家的生产品质又不了解,可以要一些样品用千分尺选10个测量点动手一测,就明了了。
极少出现的情况是挤出的步进电机或者齿轮出现异常。判断这种情况,只需要把打印选项中的挤出速度分别调高和调低、做两次3D打印。当低速时表面比较平整、高速时表面明显更多坑洼和颗粒,基本可以认为是步进电机或者进料齿轮的状况,建议联系厂商解决。
在打印悬空结构比较多或者有形状的悬空结构时,常常会遇到悬空的部分不能打印的情况,这个时候往往是支撑出现了一些问题,对悬空部分不能起到很好的支撑作用。
3D打印模型打印爱好者们都希望以一个合理的价格获得精模型。今天分享给大家几个减少打印成本的小技巧。
技巧1:缩小打印尺寸
在3D打印的世界里,尺寸非常关键。降低3D打印模型的尺寸,意味着三个维度尺寸的同时减少。结果就是,打印的成本会降低。让我们来举个例子,下面这个呆河马模型价格为266元。现在,如果把它的尺寸减少50%,变小后的模型仅仅为原来价格的一半,即133元,如果可以的话你甚至可以想象为八分,比如33元。
技巧2:比较相似的材料
不同的材料有不同的价格。如果单纯考虑省钱的话,可以选择比较便宜的材料,然后在模型打印完成后通过后期加工得到理想效果。比如说打印一个金奖杯,如果没有要求,使用普通PLA、ABS等塑料打印完成后再处理上色,也有同样成型效果。
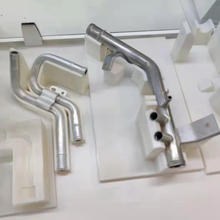
技巧3:把3D打印与其他加工技术相结合
有时候,我们可以尝试换一种思路。比如,将3D打印与传统方式相结合,将3D打印的部件与CNC机加工(金属棒、金属管或者金属块等)相结合,更能在终成型效果以及用户使用体验上得到升级。