功率大的损耗的电子产品常见逼迫液体冷却的冷轧钢板设备来调节网络热点环境温度,水冷板由传热系数强的铜或铝做成,将水循环式系统置入冷轧钢板内部结构,电子组件立即固定于冷轧钢板上,运用循环内流动水来挥发电子组件传出热量。在电力电子技术操纵、变换、推动、数据传输等行业及其新能源市场(新能源车动力锂电池排热、UPS及储能设备排热、大型服务器排热、大中型太阳能逆变器排热、SVG/SVC排热等),为追求能、低噪声低温运作,且遭受空间限制时,排热难题变成产品研发理想化较大限定,液冷散热技术性变成优选热管理方法。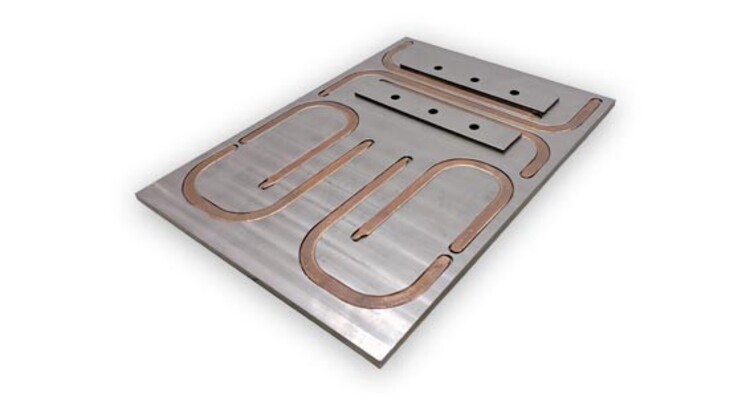
运用挤压工艺将冷轧钢板过流道立即成形,然后通过机加工方法连通循环系统,一般采用摩擦焊接、纤焊电焊焊接等焊接方法开展密封性,此加工工艺生产,成本费用低;不太适合排热相对密度太大,表层不适宜过多螺丝口而限定水路迈向或减少稳定性。广泛应用于:动力锂电池水冷式散热加热系统、分水镇盒及其规范功率模块一体化排热商品。
铜铝暖气片液冷散热器比纯铝得到更好的抗腐蚀、耐高压特性;2.纳米特镀层,成本费用低,耐蚀性,耐热性,耐磨性能远远基本表层处理方法;3.结构紧凑,转速高,传热集中化;4.大部分无模具费用造成,生产批量不受限制,成本费用低;5.漏油风险小,而且能够承受10kg/cm²之上压力。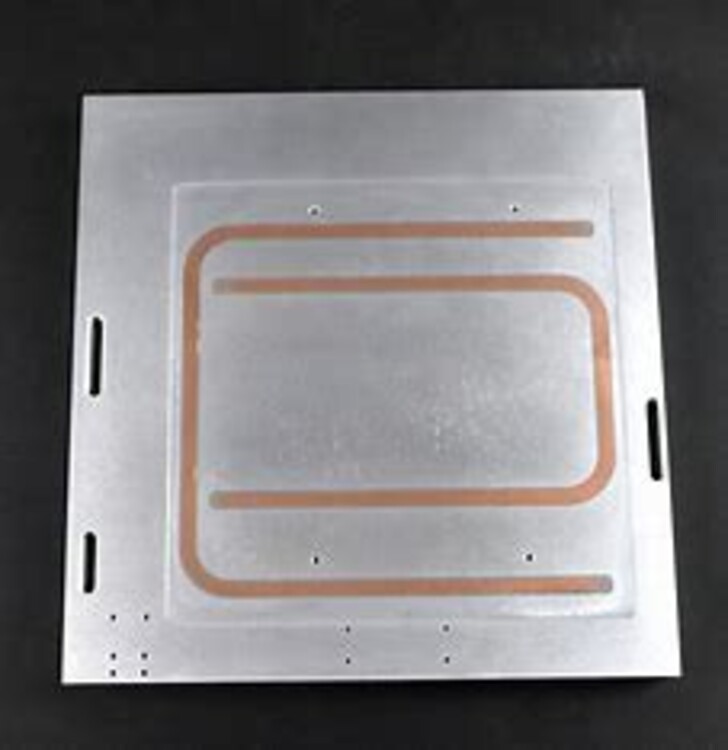
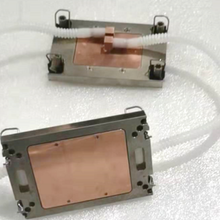
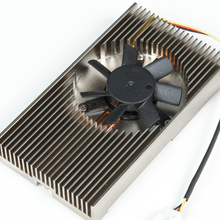
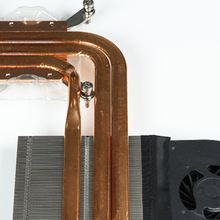
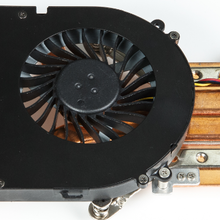
OEM定制太阳能发电功率大的铲齿水冷板穿管热管散热器埋管热管散热器大型的铲齿散热器 外形尺寸300*160*70(mm) 材料铜散热管+铝
逆变电源是把DC电磁能(充电电池、充电电池)转换成定频空调均匀或电台广播变压交流电流(一般为220)V,50Hz正弦波形)转化器。它是由逆变桥、控制逻辑和滤波电路构成。适用中央空调、家庭影院套装、电动式沙轮片、气动工具、电动缝纫机等,DVD,VCD,计算机,电视机,冼衣机,油烟机,电冰箱,摄录机,按摩仪,风机,照明灯具这些。在外工作或出游时,因为海外汽车普及率很高,能用逆变电源联接电池驱动家用电器和各种软件。
提升冷板的散热性能主要依靠: 1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。 2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。 3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。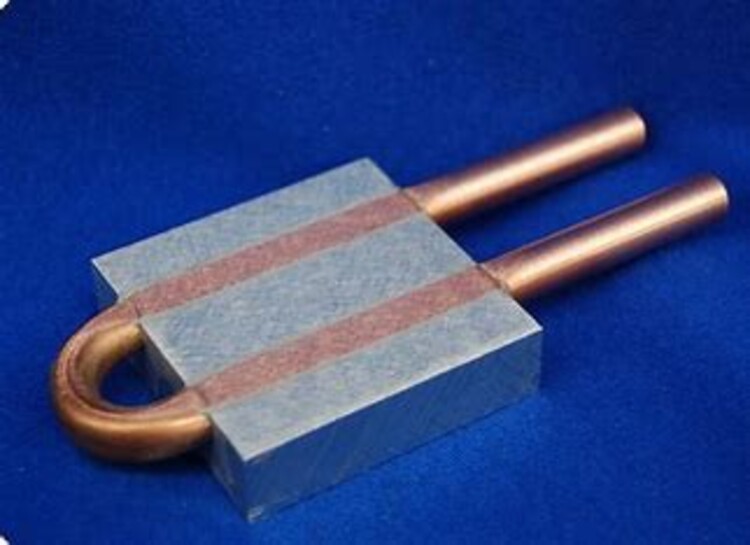
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。
焊接设计要注意: Ø采用氩弧焊接需要开适合焊接的斜坡口; Ø钎焊、搅拌摩擦焊需要严格控制焊缝的间隙,间隙在0.05~0.10mm之间; Ø无论何种焊接方式对焊料的选择都焊料与母材的材质相近,否则因产品处于盐溶液当中产生原电池反应腐蚀焊缝。 Ø对于焊接会产生变形,焊接前产品需对厚度留有余量,以免后加工使产品尺寸无法