注意事项
1、当马弗炉次使用或长期停用后再次使用时,进行烘炉。烘炉的时间应为室温至200℃四小时,200℃至600℃四小时。使用时,炉温高不得超过额定温度,以免烧毁电热元件。禁止向炉内灌注各种液体及易溶解的金属,马弗炉好在低于高温度50℃以下工作,此时炉丝有较长的寿命。
2、马弗炉和控制器在相对湿度不超过85%、没有导电尘埃、爆炸性气体或腐蚀性气体的场所工作。凡附有油脂之类的金属材料需进行加热时,有大量挥发性气体将影响和腐蚀电热元件表面,使之销毁和缩短寿命。因此,加热时应及时预防和做好密封容器或适当开孔加以排除。
3、马弗炉控制器应限于在环境温度0-40℃范围内使用。
4、根据技术要求,定期经常检查电炉、控制器的各接线的连线是否良好,指示仪指针运动时有无卡住滞留现象,并用电位差计校对仪表因磁钢、退磁、涨丝、弹片的疲劳、平衡破坏等引起的误差增大情况。
5、热电偶不要在高温时骤然拔出,以防外套炸裂。
6、经常保持炉膛清洁,及时清除炉内氧化物之类东西。
控制系统集成在炉体上。选用智能程序温控仪,温度曲线的调节通过设定自动控制进行。过线性组合构成控制量,对控制对象进行控制。 温控仪接受热电偶检测的信号,控制电力模块。
风机位于炉膛后部,通过蜗壳及两侧风道将空气吹过加热元件,气氛加热后水平进入炉膛内对工件进行均匀加热,然后经后部吸风口吸入循环风机,充分循环搅拌。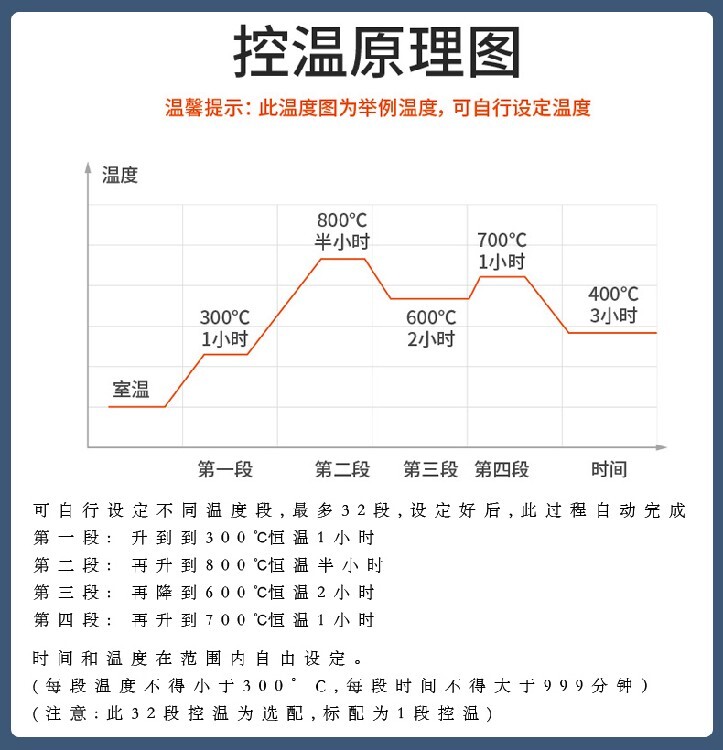
箱式炉的工艺库的设计与零件生产紧密结合,工艺中包含零件处理前、处理时和处理后的各项记录信息,便于监控和查阅。在零件处理过程中,提供在线修改工艺的功能,并可在自动控制过程中加入人为控制因素,使得对零件处理结果的控制更加灵活。 用于模拟计算的参数可调,了对层深要求的各种零件计算结果的准确性。白件入炉后,监控模块就对其监视跟踪,直至出炉。零件处理结果记录中包括零件的入炉时间、出炉时间、处理过程曲线和终处理结果,并可 随时查阅和打印,便于质量跟踪。系统可控制“油淬无中冷”、“油淬带中泠”和“气淬”三种工艺过程,并可实现碳共渗。
在设计箱式炉时,为了便于系统的调试和维护,软件在“系统配置”模块中设置了“系 统参数调整”功能,在“实用程序”模块中设置了“炉气碳势校正”、“合金系统计算”、“执行升温工艺”等功能,使得在设备长期使用或大修后炉况发生变化时,操作人员对系统的调整和维护变得非常容易。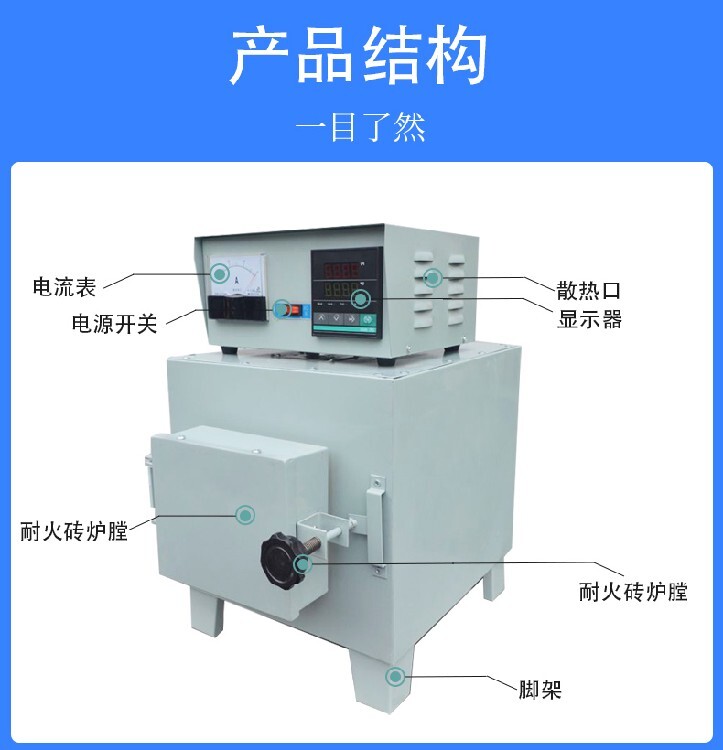
产品特征
1、能够实现氧气绝缘,简单容易操作。
2、升温速度较快,升至1000℃只需40分钟。(建议每分钟十五度)
3、炉膛加热方式是辐射加热,温度分布均匀。
4、温度自行控制:PID控制器可以设置温度曲线以及保温功能。
5、保温:产品采用进口的高温材料,三层保温,PID可自行设置保温时长。
6、加热器:采用进口加热器,环保,加热速度快。
7、外部采用高温烤漆和锌材料,不容易掉漆和生锈。