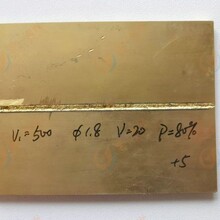
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
随着科学技术的不断发展,许多工业技术上对材料特殊要求,应用冶铸方法制造的材料已不能满足需要。由于粉末冶金材料具有特殊的性能和制造优点,在某些领域如汽车、飞机、工具刃具制造业中正在取代传统的冶铸材料,随着粉末冶金材料的日益发展,它与其它零件的连接问题显得日益,使粉末冶金材料的应用受到限制。
在八十年代初期,激光焊以其特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。
20世纪80年代后期,千瓦级激光成功应用于工业生产,而今激光焊接生产线已大规模出现在汽车制造业,成为汽车制造业的成就之一。欧洲的汽车制造厂早在20世纪80年代就率先采用激光焊接车顶、车身、侧框等钣金焊接,90年代美国竟相将激光焊接引入汽车制造,尽管起步较晚,但发展很快。意大利在大多数钢板组件的焊接装配中采用了激光焊接,日本在制造车身覆盖件中都使用了激光焊接和切割工艺,高强钢激光焊接装配件因其性能优良在汽车车身制造中使用得越来越多,根据美国金属市场统计,至2002年底,激光焊接钢结构的消耗将达到70000t比1998年增加3倍。
生物组织的激光焊接始于20世纪70年代,用激光焊接输卵管和血管的成功焊接及显示出来的性,使更多研究者尝试焊接各种生物组织,并推广到其他组织的焊接。有关激光焊接神经方面国内外的研究主要集中在激光波长、剂量及其对功能恢复以及激光焊料的选择等方面的研究,刘铜军进行了激光焊接小血管及皮肤等基础研究的基础上又对大白鼠胆总管进行了焊接研究。激光焊接方法与传统的缝合方法比较,激光焊接具有吻合速度快,愈合过程中没有异物反应,保持焊接部位的机械性质,被修复组织按其原生物力学性状生长等优点将在以后的生物医学中得到更广泛的应用。
随着数字化技术日益成熟,代表处动地接技术的数字焊机、数字化控制技术业已稳步进入市场。三峡工程、西气东输工程、航天工程、船舶工程等国家大型基础工程,有效地促进了焊接特别是焊接自动化技术的发展与进步。汽车及零部件的制造对焊接的自动化程度要求日新月异。我国焊接产业逐步走向“、自动化、智能化”。