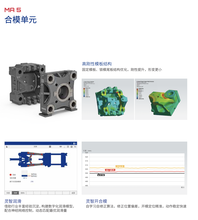
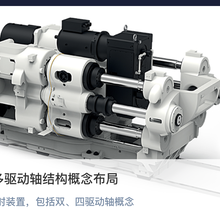
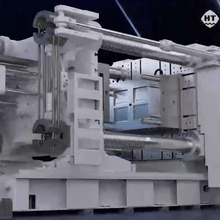
注塑机合模机构特点:采用三模板、机铰合模机构;主要受力零件全部经过UG有限元分析,受力均匀; 大斜排角设计、箱式模板设计,合模机构刚性好,所需开模力小,开合模运行快速稳;移动模板静压支撑设计,承载能力大;模板、十字头、机架等主关零部件全部由公司自有的数控大型加工设备加工,确保加工精度。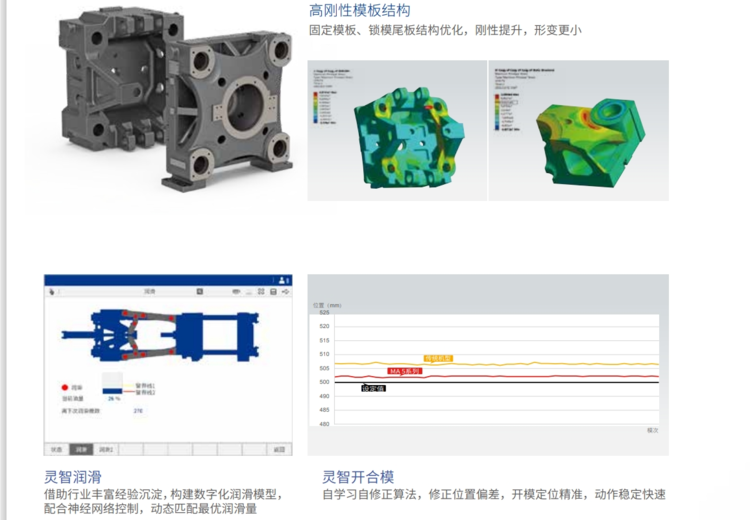
注塑机合模机械机构安装在十字头上,冲击更小、机械更可靠;配备油脂和稀油两套自动集中润滑系统,润滑油位和末端压力检测,确保各个关节分 润滑到。后板铰轴套采用石墨铜套,耐磨且润滑油用量少;伺服电机驱动门,快速平稳;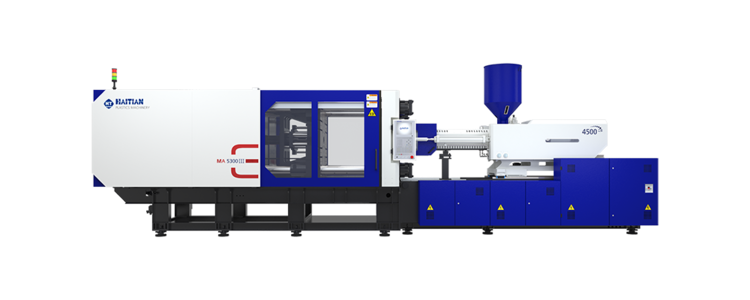
注塑机的加热/冷却
加热系统是用来加热料筒及喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温加以控制。另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
润滑系统
润滑系统是注塑机的动模板、调模装置、连杆机铰、射台等处有相对运动的部位提供润滑条件的回路,以便减少能耗和提高零件寿命,润滑可以是定期的手动润滑,也可以是自动电动润滑。
注塑机的液压系统
液压传动系统的作用是实现注塑机按工艺过程所要求的各种动作提供动力,并满足注塑机各部分所需压力、速度、温度等的要求。它主要由各自种液压元件和液压元件所组成,其中油泵和电机是注塑机的动力来源。各种阀控制油液压力和,从而满足成型工艺各项要求。
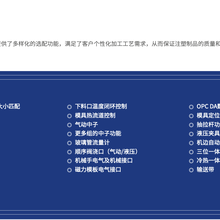
电气控制
电气控制系统与液压系统合理配合,可实现机的工艺过程要求(压力、温度、速度、时间)和各种程序动作。主要由电器、电子元件、仪表(见右下图)、加热器、传感器等组成。一般有四种控制方式,手动、半自动、全自动、调整。
注塑机具有能一次成型外型复杂、尺寸或带有金属嵌件的质地密致的塑料制品的能力,被广泛应用于、机电、汽车、交通运输、建材、包装、农业、文教卫生及人们日常生活各个领域。塑料工业迅速发展,注塑机不论在数量上或品种上都占有重要地位,其生产总数占整个塑料成型设备的20%--30%,从而成为塑料机械中增长快,生产数量多的机种。据有关资料统计,1996--1998年我国出口注塑机8383台(套),进口注塑机42959台(套),其中1998年我国注塑机产量达到20000台,其销售额占塑机总销售额的42.9%。
中国生产注塑机的厂家较多,据不完全统计已超过2000家。注塑机的结构形式有立式和卧式两种。按生产出的制品可分为普通型和精密型注塑机。
角式注塑机
角式注塑机螺杆的轴线与合模机构模板的运动轴线相互垂直排列,其优缺点介于立式与卧式之间。因其方向和模具分型面在同一平面上,所以角式注塑机适用于开设侧浇口的非对称几何形状的模具或成型中心不允许留有浇口痕迹的制品。
双色注塑机
可以一次性注塑二种颜色的注塑机,可以满足消费者对外观要求,可以使用户使用产品更加舒心。
多工位成型机
其装置与合模装置有两个或两个以上的工作位置,也可把装置与合模装置进行多种排列。
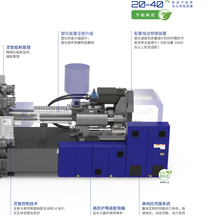
电动注塑机
全电动注塑机不仅能满足用途的需要,而且还有比普通注塑机更多的优点。
全电动注塑机的另一个优点就是可以降低噪音,这不仅使工人们受益,而且还能降低隔音生产车间里的投资建设成本。