传统工艺找平需要支模板来控制地面标高、拉控线,标高误差较大,整个地坪的水平度和平整度不能。采用激光对点发射器,适用于大面积一次性铺筑,由激光测控系统实时控制标高,找平不需要拉控线,中间也不需要支侧模板来控制地面标高,从而避免了施工过程中因模板(槽钢)的震动而带来的标高误差,也减少了传统人工分块支模引起的标高误差。
传统工艺施工人数较多,需要支模板(槽钢)、打点、摊铺,需要人力20人左右,人力成本高,施工效率低,每天施工面积在2000㎡左右。采用霹雳鲨激光整平机能将其总体人数缩减为4—8人,可单人操作,每天施工面积提高至3000㎡—5000㎡,大大降低了人力成本,激光对点,高准确、低误差。与传统工艺找平施工对比需要支模板来控制地面标高、拉控线,标高误差较大,选择自动激光整平机。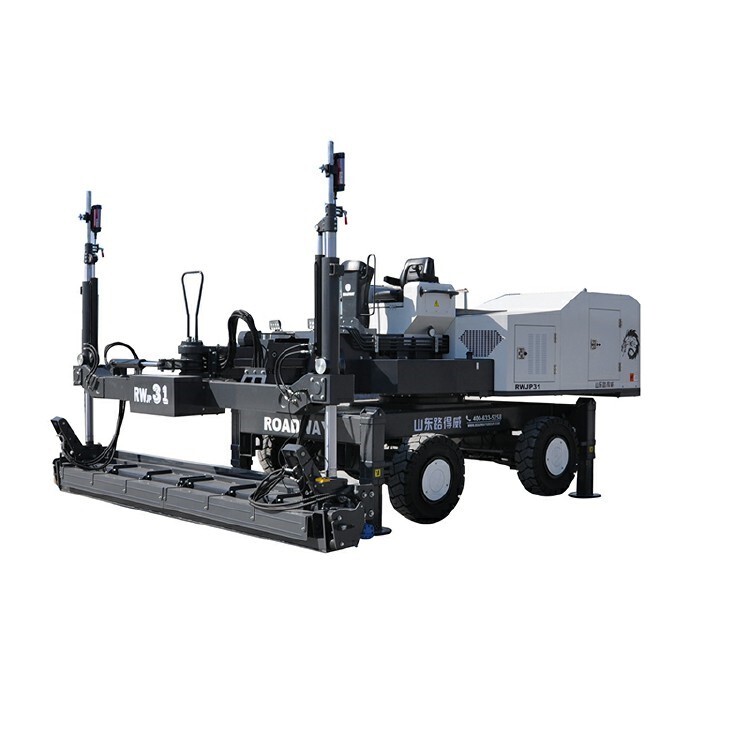
激光整平机对纵向、横向坡度也可以自动控制,同样是由激光系统、电脑系统、液压系统、机械系统统一完成。对排水等要求高的复杂形状的地面,还可选配三维异形地面处理系统来实现。
清洗激光整平机各零件表面油污,检查所有的连接部位是否紧固可靠。各润滑部位进行多面加油,检查电气系统各线路是否良好,限位开关置是否正确,连接是否牢靠,空负荷试车,对升降电机全行程升降不少于10次,要求传动灵活,停车准确,无卡阻;主传动正反转动运行平稳,声音正常,空车试运转后,再进行负荷试车。根据被矫正工字钢翼缘板的宽度调整好机架的位置,根据板的厚度,调节好导向棍的正确位置,注意每侧导向棍要与腹板留有2-3mm的间隙,禁止用激光整平机作旁弯校正。
无论混凝土激光整平机处于手动还是自动状态,行走时它将向右移动。与行驶偏差有关的组件包括:电气系统的转向电位器,右侧行走电磁阀,右侧行走电动机速度传感器,液压系统右侧行走泵,机械传动系统的右侧制动器和减速器等。
我们知道,激光整平机油量少会造成供油不足,导致机械事故。所以,加油时不能因怕油量不足而“宁可多加”。实际上,油量过多不仅会使曲轴因转动阻力增长而增加动力消耗,而且油液易生气泡和溢漏,影响润滑效果。
现代的激光整平机润滑油,为提高其润滑性能都添加了适量的各种添加剂。加有清净分散剂的内燃机械润滑油在使用不久后变黑属正常现象,不能认为“油已变质”而轻易较换;加有添加剂的润滑油往往会使轴承表面在使用过程中变黑,这也属正常现象。因此,我们在确定润滑油是否已变质时,不能单凭视觉作判断,要进行综合分析。有条件时应对油料进行检测化验,做到按质换油。
激光整平机压力不足的一个重要原因是溢流阀的损坏。由于该系统中密封件的损坏,气缸管路中的空气和机油泄漏非常严重。鉴于上述故障,在修理沥青混凝剂时,可以更换现有的溢流阀,以排出管道中的空气并更换原来的密封件。
激光整平机油温高的主要原因是环境温度高和机器过载。此外,应注意的是,缓慢的冷却风扇速度或冷却器的堵塞可能会导致机油温度升高。通常,主要使用以下维护技术:,摊铺工作暂停;其次,对冷却器进行及时检查和清洁。












