盘形制动采用制动盘和制动闸片相互摩擦作用,将动能转化成热能消耗掉制动,而且不会损伤轮对的踏面。
盘形制动装置的基本原理是:采用闸片和闸盘摩擦消耗动能,从而达到制动或减速的目的。制动缸产生的压力通过传动杠杆装置施加到闸片上,产生制动力从而制动。
闸瓦与制动器摩擦产生制动力,调节闸瓦对制动盘的正压力来改变制动力,正压力由油压与碟形弹簧作用所得。工作时,油压达大值,正压力为 0,制动器处于松闸状态;当设备制动时,电液控制系统自动减小油压,正压力调整为大值,实现制动要求。
JTP 矿用绞车盘形制动器的主要特点是闸瓦不作用于制动轮上,而是作用在制动盘上。由于盘形制动器反应迅速、动作快,它的安全制动空行程不超0.3 s,比油压块闸制动器安全制动空行程时间 0.6 s缩短了一半。
盘形制动器使用中存在问题
1、液压油管问题
盘形制动器上的液压油管及接头损坏的非常频繁,分析原因是:由于该液压油管使用的是铜管,其长度及弯曲的形状在次安装时是一次成形的,其互换性差;同时在拆除过程中维修人员没有做记号和编号,导致安装时维修人员仅靠感觉进行安装。经多次拆除、安装后,液压油管的安装顺序混乱,已无法回到初的顺序,甚至几台绞车的液压油管掺和到一起使用。另外液压油管在运输中因多种原因被损坏而需要进行维修或更换。
2、液压缸密封问题
盘形制动器在使用维护中发现液压缸的漏油现象比较频繁,初次安装虽没有问题,但使用一段时间和多次安装后出现漏油现象,经现场将液压缸拆开多次观察,主要由于液压缸上的骨架油封的唇口受到磨损所导致漏油。盘形制动器液压缸密封圈使用的是 YX 形橡胶密封圈,也叫骨架油封[3];分孔用和轴用两种,材料为丁腈橡胶(NBR)。因此造成了盘形制动器液压缸漏油,密封圈的消耗量大,液压油损耗较多,频繁影响生产,同时存在安全隐患。
由于提升机制动中盘形制动器应用中,其主要敌障都是由正压力与综合阻力导致的,因此盘形制动器应用的实际优化中,需要着重控制正压力的变化与减小综合阻力。需要定期检查制动器元件的运作状态,予以充分的养护,及时更换制动器液压元件、闸瓦等:应当着重调整盘形制动器的残压值、闸瓦间隙与油压值等数值,避免其影响制动器制动力矩,造成正压力的异常变化:需要定期检验盘形制动器元件的实际运行于综合阻力情况,还需要及时清理污物与杂质,定期灌注润滑油保持各元件的运行顺畅:后应当加强检验维护电控系统的运行状态,实时监控制动器的运作状态,盘形制动器运行故障时能够及时予以相应的处理,提升故障处理效率。

制动器制动与松闸过程中正压力的变化过程不同。而制动器松闸时综合阻力与蝶型弹簧保持一致方向力,导致盘形制动器作用在制动盘的正压力不同。盘形制动器的运作原理是油压松闸,弹簧力制动当液压油进入油管时,蝶形弹簧组被压缩,随着油压的升高,碟形弹簧组被压缩并储存弹簧力越来越大,闸瓦离开闸盘的间隙随之增大,此时盘型制动器处于松闸状态,调整闸瓦间隙为1mm:当油压降低时,弹簧力也随之释放,推动带筒体的衬板连同闸瓦,使闸瓦向制动盘方向移动。
当闸瓦间隙为零后,弹簧力作用在闸盘上产生正压力,油压减小,正压力则增大,当油压P=0时,此时在正压力的作用下,闸瓦与闸盘之间产生摩擦力大:当PPmax时,所有制动闸全部打开,正压力为零。

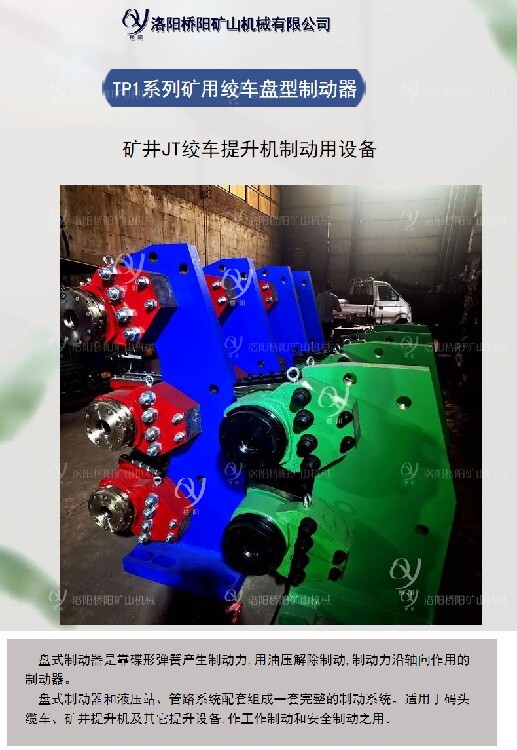
盘式制动器是靠碟形弹簧产生制动力,用油压解除制动,制动力沿轴向作用的制动器。盘式制动器和液压站、管路系统配套组成一套完整的制动系统。适用于码头缆车、矿井提升机及其它提升设备,作工作制动和平安制动之用。其制动力大小、使用维护、制动力调整对整个提升系统平安运行都具有重大的影响,安装、使用单位予以重视,确保运行平安。
盘式制动器具有以下特点:
1、制动力矩具有良好的可调性;
2、惯性小,动作快;
3、可靠性高;
4、通用性好,盘式制动器有很多零件是通用的,并且不同的矿井提升机可配不同数量一样
型号的盘式制动器;
5、构造简单、维修调整方便。

制动块(1)嵌合在滑套
(5)的燕尾槽中,并用压板(2)、螺钉(3)将其固定。键(28)防正滑套(5)转动。转动放气螺钉(19),可排出油缸中的存留气体,以盘形闸能灵活地工作。盘形闸在密封件允许泄漏*围内,可能有微量的内泄,虽内泄油可起润滑滑套(5)与支架(9)的作用,但时间较长时,
内泄油可能存留过多,因此应定期从螺塞(22)处排放内泄油液。
如上所述,盘式制动器的工作原理是油压松闸,弹簧力制动。当油腔Y通入压力油时,碟形弹簧组(3)被压缩,随着油压P的升高,碟形弹簧组(3)被压缩并贮存弹簧力F,且弹簧力F越来越大,制动块离开闸盘的间隙随之增大,此时盘形制动器处于松闸状态,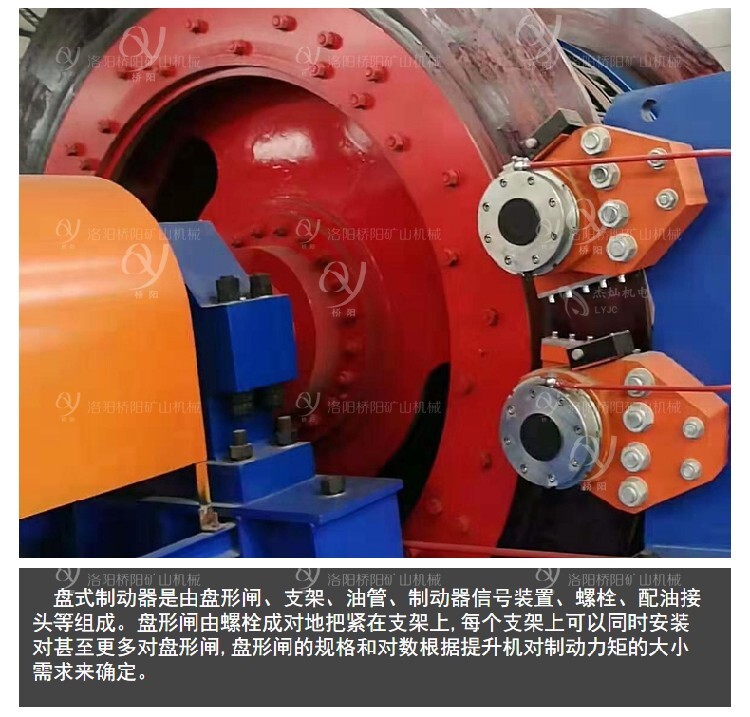
盘式制动器的调整
1)、盘形闸放气与闸间隙的初调整
旋转调节套(10),让制动块(1)与制动盘接触(注:为防止切断活塞上的密封圈而产生漏油现象,因此,在安装或检修后次调整闸瓦间隙时,将调整螺栓向前拧入使制动块(1)与制动盘贴合)。然后向盘式制动器充入约0.5Mpa油压,将放气螺钉19稍许松开放气,直到冒油无气泡时放气完毕,重新拧紧放气螺钉19;然后分三级进展调整,即次充入大工作油压(注:实际需要大油压按整个提升系统满足各规程、标准、平安运行的要求进展计算的结果设定)的三分之一油压,制动块(1)由于碟形弹簧缩使之后移,随之将调节套(10)向前拧入,推动制动块(1)与制动盘贴合上,第二次充入大工作油压的三分之二油压,重复将调节套(10)向前拧入,推动制动块(1)与制动盘贴合上,第
三次充入大工作油压调整闸瓦间隙为0.5mm,再反向旋转调节套(10),使制动块(1)与闸盘间隙增加到0.8mm,将调节套(10)的锁紧螺钉拧紧。
盘式制动器安装闸瓦时候的注意事项:
贴磨各闸瓦,使接触面积应到达闸瓦全面积的60%以上,其贴磨方法如下:
a)、贴磨前,先制动盘干净。
b)、预测贴闸皮时油压值。
c)、预测各闸瓦(制动块)厚度。为闸瓦接触面积以减少贴磨时间,并闸瓦与制动油缸中心线安装后垂直,可先将闸瓦取下,以闸瓦与滑套贴合面为基准刨削闸瓦,直到刨平,再装配到制动器上。
d)、起动主电机进展贴磨闸瓦运转(不得挂钢丝绳和提升容器),贴磨正压力一般不宜过大,略比贴闸皮的油压低0.2-0.4Pa。贴磨闸瓦应在低速下进展。贴磨时应随时注意制动盘温度不得超过80℃(用点温计测量),以免损伤制动盘外表粗糙度。超温时应停顿贴磨,待冷却后再运转。依次断续运转,直到闸瓦接触面积到达要求为止。
为了防止贴磨闸瓦时制动盘磨出沟纹或拉伤,在贴磨过程中还应随时注意观察制动盘的外表情况,如发现制动盘外表出现拉伤或沟纹时停磨闸瓦,用油石或细锉去除。并相应将闸瓦取下检查,如发现金属粒子或碎片嵌入闸瓦内时,应消除干净后再贴磨闸瓦。