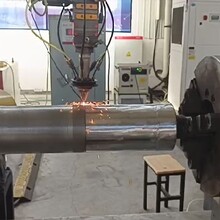
宽带激光熔覆修复轴体工艺流程
宽带激光熔覆修复轴的工艺流程主要包括以下步骤:
1、表面处理:对轴表面进行研磨、清洗、干燥等处理。去除表面的氧化物、油污及杂质。
2、涂层制备:将合金粉末或陶瓷粉末与其他材料按一定比例混合,制备熔覆粉末。将熔覆粉末均匀地涂覆在轴的表面上,形成一定厚度的涂层。
3、激光熔覆修复:采用高能宽带激光束扫描涂层,使涂层表面快速熔化并形成液池。在激光的作用下,熔池中的合金粉末或陶瓷粉末等材料充分熔化、混合,形成致密的熔覆层。
4、修复后处理:对包覆轴进行冷却、抛光、清洗等,去除多余的包覆材料和毛刺。
5、性能测试:对修复后的轴进行性能测试,包括硬度、耐磨性、耐腐蚀性等测试。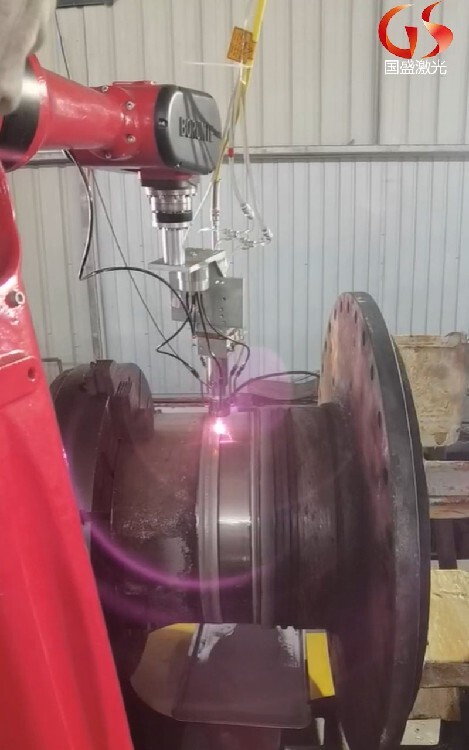
激光熔覆技术的特点:
1、涂层结构均匀、细化、缺陷率低;
2、涂层硬度高,可达50~62HRC,具有优良的耐磨性和耐腐蚀性;
3、涂层与基体之间存在冶金结合,结合强度高;
4、根据不同情况,涂层厚度可达0~10mm;
5、涂层材料可以是金属和合金,也可以是金属陶瓷;
6、基材为各类钢和铸铁,也可以是其他金属和合金材料;
7、可形成由基层、中层、外层组成的成分和硬度梯度涂层;
8、基材热影响区小,热变形小;
九十年代初,激光再制造技术出现成为科研的热门,大部分都专注于它的研究。随着再制造理念逐渐被社会接受和技术的不断长进,我国再制造工业己取得较大的成就,工业规划不断扩大,覆盖行业层面更为广阔,智能程度越来越高,成为近年来激光加工技术的一个新亮点。
现在,我国已进入汽车、工程机械和车床作废置换的高峰期,再制造工业开展面临可贵机会,潜力非常大。激光再制造技术已根本成熟,这样就是一个激光再制造的智能商场正扑面而来。
激光再制造技术是近年来新式的一种技术方式,他以激光熔覆、激光淬火、激光表面合金化技术为主,依据修复零部件的受损使其达到受损前或比受损前更好的功能。
激光熔覆为激光再制造技术。激光熔覆运用高能激光束作为热源,通过金属及焊材的迅速熔化、扩展和冷却,构成一种具有特别功用的表层,这种表层一般具有耐磨、耐蚀、耐热、抗氧化等功用,激光熔覆的优势在于熔覆层与基体是冶金结合,基体热影响区极小,加工和热变形小,对孔洞、搀杂、裂纹等缺陷控制较好。
激光淬火是运用聚焦后(或通过光束整形)的激光束加热于金属表面使其产生马氏体相变构成马氏体淬硬层的进程,通过激光淬火加工后工件表面粗糙度根本不变,不需要后续机械加工就可以满足实践工况的需求;
激光合金化则通过激光参与将合金粉末与基体材料相作用构成一种新相的表面处理办法。
激光加工技术在再制造业中的运用与在其他制造业中的运用相同,有着其他加工技术不可代替的好处。激光加工用于再制造业是由相变硬化开展到激光表面合金化和激光熔覆,由激光合金涂层开展到复合涂层及陶瓷涂层,然后使得激光表面改性技术成为再制造的一项重要手法。
激光再制造技术的出现打破了传统再制造技术在可批改材料及批改零件形状等方面的约束,打破了再制造技术的局限性,选用激光再制造技术批改高温、高压、高转速涡轮动力机械零部件,已先后被石化、电力、煤炭、冶金、轿车等十几个行业认可及应用。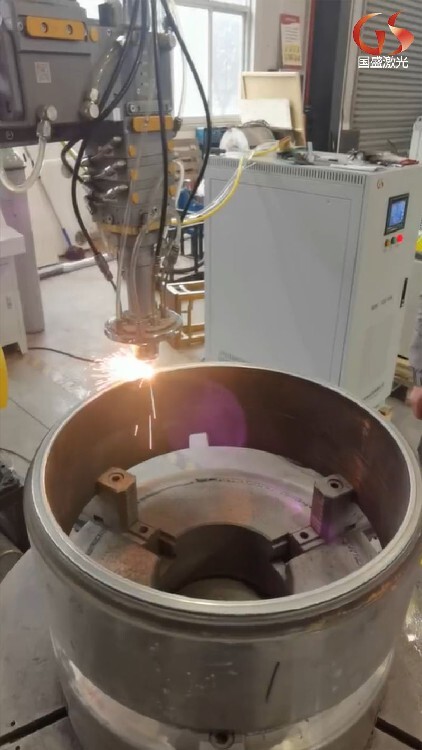
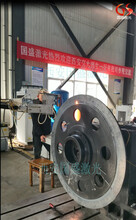
轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要大型消耗性部件。轧辊失效的普遍原因是早期磨损失效。目前,轧辊由于磨损需要修复时多采用车削或磨削等“补救措施”修正辊型。采用激光熔覆修复轧辊表面已成为延长轧辊寿命的一个主要发展方向和途径。该技术不仅可以修复轧辊,而且可以提高轧辊的耐磨性,延长轧辊的使用寿命,改善钢材的表面质量。
而造成辊压机轴磨损的主要原因如下:
1、辊压机物料粒度的控制不力;
2、辊压机密封失效,造成轴承载荷增大;
3、轴承疲劳运行,造成轴承游隙偏大;
4、压盘预紧力不足;
5、冷却铜管频繁堵塞或设计过细;
6、没有定期清除稳流仓物料,排除富集金属物,使设备频繁过载调停影响轴承寿命;
7、液压系统隐患辊缝长期偏差现象严重。
通常轴类零件主要失效的原因有轴变形、轴断裂、轴表面失效。发电机转轴、各种传动轴等轴类零件的破坏主要是以磨损为主的。其中轴变形、轴断裂是不可以修复的,而以磨损为主的表面失效是可以修复的。采用大功率激光熔覆修复技术,可在轴类零件表面失效的部分,激光熔覆一层铁基合金材料,使得熔覆合金层的零件表面有良好的机械性能,将报废的零件再次使用。
随着现代科学技术和工业的不断发展,零件的工作环境越来越复杂,对表面性能的要求也越来越高。因此零件报废率大大增加。通常因表面失效而报废的零件包括:转子叶片、辊轴零件、齿轮零件、接头零件等。
仅表面损伤的零件,在零件的综合性能满足使用条件的情况下,可以进行修复。因加工不当或服役损坏而报废的零部件如果能够得到修复,不仅可以节省的经济和时间损失,还可以提高资源的利用率,符合我国的可持续发展战略。
目前,零件修复的方法有激光熔覆、真空钎焊、真空镀膜、钨极惰性气体保护焊(TIG)和等离子熔覆修复。激光熔覆是根据工件工况要求,熔覆具有各种设计成分的金属或非金属,制备出具有耐热、耐腐蚀、耐磨、抗氧化、抗疲劳或光学、电学、磁性。
激光熔覆是一种快速冷却工艺。在熔覆过程中,对被修复工件的热输入小,热影响区小,熔覆层组织精细,易于实现自动化。因此采用激光熔覆的方法修复零部件比其它的方法具有更大的优势。激光熔覆技术解决了传统电焊、氩弧焊等热加工工艺中不可避免的热变形、热疲劳损伤等一系列技术难题,也解决了传统冷加工工艺中涂层与基体的结合强度问题,如由于电镀和喷涂不一致,这为表面修复提供了良好的途径。利用激光还可以修复受损的三维复杂零件,充分体现了激光再制造技术的灵活性和性。
激光熔覆同步送粉智能设备技术
送粉设备作为熔覆设备的核心元件之一,其性能的好坏将直接影响熔覆层的质量,随着激光熔覆技术的飞速发展以及对熔覆层的加工精度和质量要求的提高,开发的送粉设备对激光熔覆加工显得尤为重要。
为此,西安国盛激光科技凭借自身的技术及研发实力,研制出适用于速激光熔覆同步送粉智能设备。该智能送粉设备系列为满足激光熔覆以及速激光熔覆的送粉精度而生。在高功率大送粉量的服役工作中保持稳定性的同时,也能够在精密送粉工艺中发挥其到的微量送粉功能。
单工位熔覆淬火设备机床采用全HT铸造床身,结构稳定,减震性高,PLC控制具有“友好”的人机对话界面,四轴机构(X、Y、Z、旋转轴)可实现联动;单工位设计、结构简单、操作方便;全水冷熔覆/淬火头可实现24小时连续作业;该设备大回转直径Ø600mm,装夹工件大长度3000mm,大承载能力3T;可实现轴类、盘类零件的外圆熔覆/淬火,也可对内孔进行熔覆/淬火。
目前,激光熔覆技术发展迅速,日趋成熟,正走向推广应用阶段。激光熔覆技术是绿色再制造技术的重要支撑技术之一,是符合国家可持续发展战略的高新技术。中国科学家在基础理论研究方面处于国际水平,为激光熔覆技术的发展做出了贡献。但另一方面,激光熔覆技术的应用水平和规模还不能满足市场需求。解决工程应用中的关键技术,研制特种合金粉末系统,研制送粉装置和技术,系统研究无损修复方法,建立质量和评价体系,加大力度,培育工程应用有信可依的在制造业市场竞争日益激烈的今天,激光熔覆技术有着的潜力。